
Elbow adalah fitting pipa yang digunakan sebagai titik penghubung antara dua panjang pipa untuk menghasilkan perubahan arah aliran dalam pipa, biasanya dengan sudut 90°, 45° atau 180°. Siku juga biasa disebut tikungan, dan tersedia dalam berbagai bahan seperti baja tahan karat, baja karbon, baja paduan, paduan nikel, dupleks, dan nikel kupro.
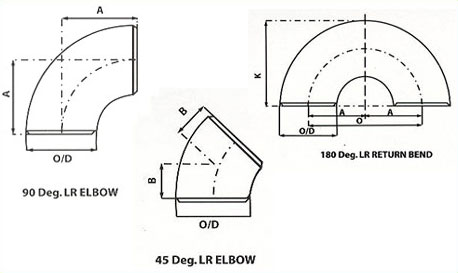
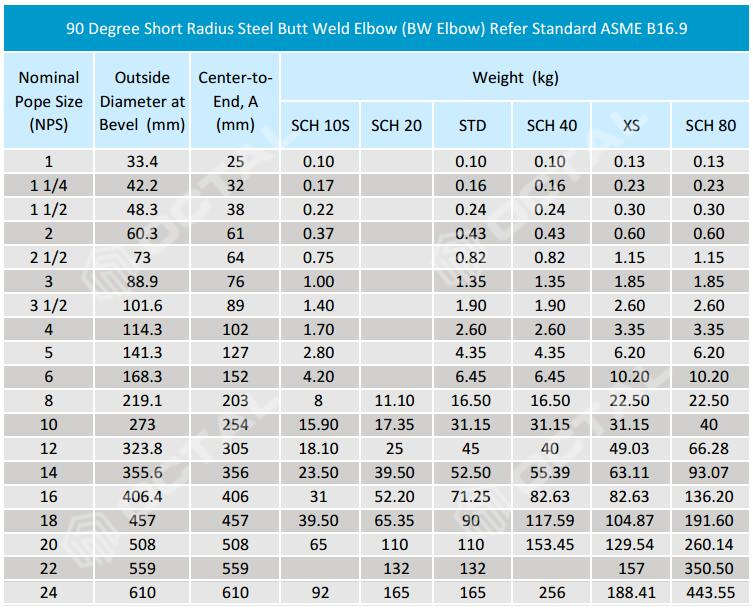
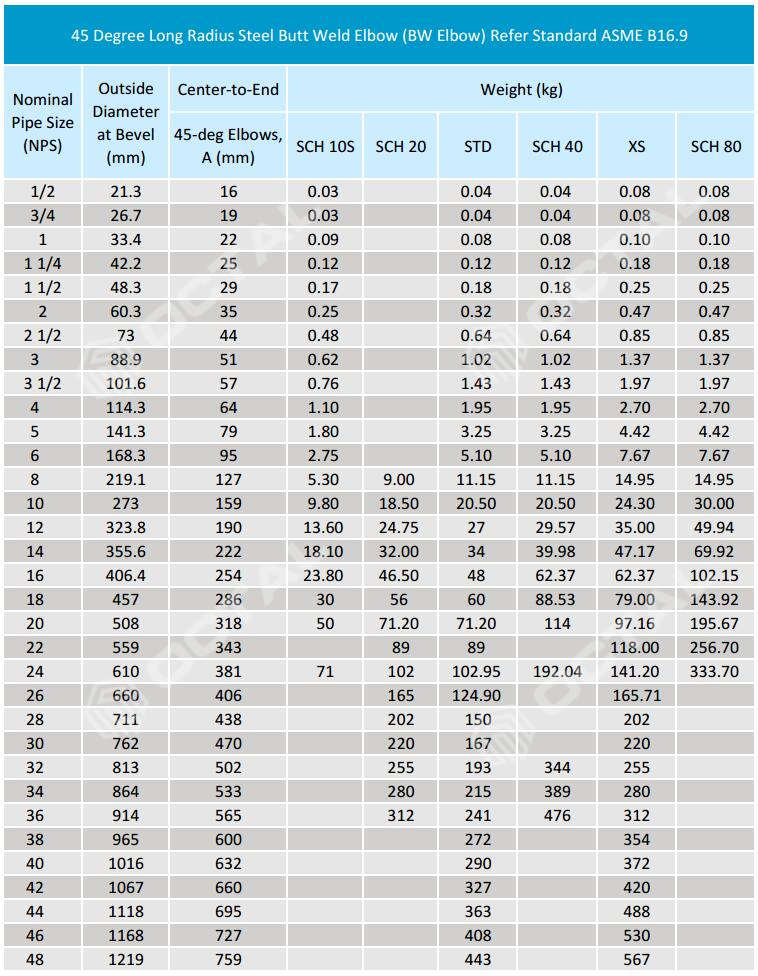
Juga dikenal sebagai tikungan 90°, siku 90° diproduksi sebagai siku SR (Short Radius) dan siku LR (Long Radius). Siku 45° biasanya dibuat sebagai siku LR (Long Radius).
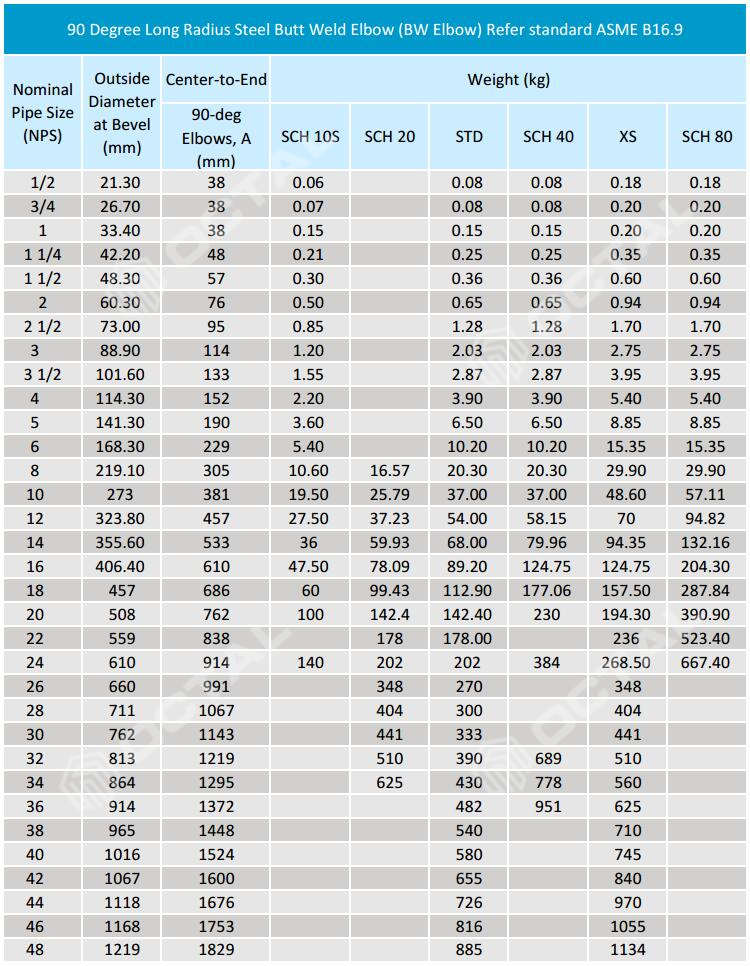
Siku radius panjang memiliki jarak pusat ke ujung yaitu 1,5 kali NPS dalam inci (R=1.5D), sedangkan radius pendek sama dengan NPS dalam inci (R=1.0D).=Siku radius pendek umumnya digunakan di area sempit, dan siku radius panjang digunakan ketika ruang tersedia dan aliran lebih kritis. Kami juga dapat memproduksi dan memasok siku baja karbon dan siku baja tahan karat dalam ukuran sudut non-standar seperti 60°, 100°, 120°, atau 150°.
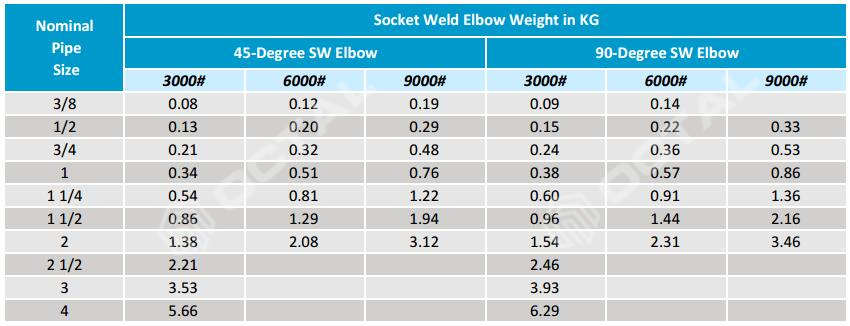
Ujung-ujungnya dapat dikerjakan untuk pengelasan pantat, berulir (biasanya perempuan), atau dipasang pada soket, dll. Jika kedua ujungnya berbeda ukurannya, pemasangannya disebut siku pereduksi atau siku pereduksi.
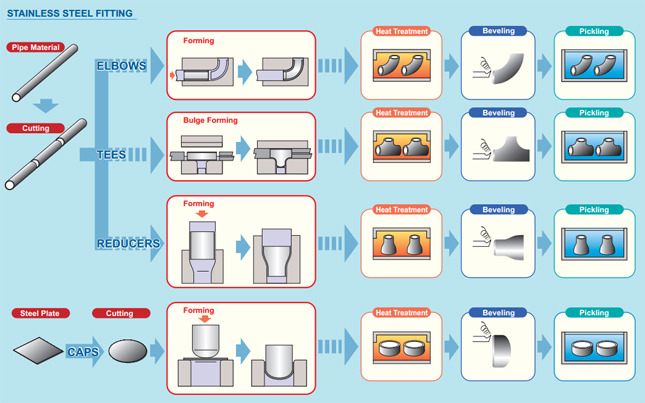
Proses Pembuatan Siku yang Mulus (Pembengkokan Panas & Pembengkokan Dingin)
Salah satu metode paling umum untuk membuat siku adalah dengan menggunakan pembengkokan mandrel panas dari pipa baja lurus. Setelah pipa baja dipanaskan pada suhu tinggi, pipa didorong, diperluas, ditekuk oleh alat bagian dalam mandrel selangkah demi selangkah. Menerapkan pembengkokan mandrel panas dapat menghasilkan siku mulus dalam berbagai ukuran. Karakteristik lentur mandrel sangat bergantung pada bentuk integral dan dimensi mandrel. Keuntungan penggunaan siku pembengkokan panas antara lain deviasi ketebalan yang lebih kecil dan radius pembengkokan yang lebih kuat dibandingkan jenis metode pembengkokan lainnya. Sementara itu, penggunaan pembengkokan dibandingkan pembengkokan prefabrikasi akan mengurangi jumlah pengelasan yang dibutuhkan secara signifikan. Hal ini mengurangi jumlah pekerjaan yang diperlukan dan meningkatkan kualitas dan kegunaan pipa. Namun, pembengkokan dingin adalah proses membengkokkan pipa baja lurus pada suhu normal dalam mesin pembengkok. Pembengkokan dingin cocok untuk pipa dengan diameter luar 17,0 hingga 219,1 mm, dan ketebalan dinding 2,0 hingga 28,0 mm. Radius lentur yang disarankan adalah 2,5 x Do. Biasanya pada radius lentur 40D. Dengan menggunakan pembengkokan dingin, kita bisa mendapatkan radius siku yang kecil, namun kita perlu mengemas bagian dalamnya dengan pasir untuk mencegah kerutan. Pembengkokan dingin adalah metode pembengkokan yang cepat dan murah. Ini adalah pilihan kompetitif untuk pembuatan saluran pipa dan suku cadang mesin.
Proses Pembuatan Siku Las (Kecil & Besar)
Siku yang dilas terbuat dari pelat baja, sehingga bukan siku baja yang mulus. Gunakan cetakan dan tekan pelat baja hingga membentuk siku, lalu las jahitannya menjadi siku baja akhir. Ini adalah metode produksi siku yang lama. Beberapa tahun terakhir siku ukuran kecil hampir dibuat dari pipa baja sekarang. Untuk siku ukuran besar misalnya, sangat sulit untuk menghasilkan siku dengan OD lebih dari 36'' dari pipa baja. Jadi biasanya dibuat dari pelat baja, pelat tersebut ditekan hingga berbentuk setengah siku, dan kedua bagiannya dilas menjadi satu. Karena siku dilas pada badannya, maka pemeriksaan sambungan las perlu dilakukan. Umumnya kita menggunakan pemeriksaan X-Ray sebagai NDT.
ASTM A234
Spesifikasi ini mencakup baja karbon tempa & alat kelengkapan baja paduan dengan konstruksi mulus dan dilas. Kecuali jika konstruksi mulus atau dilas ditentukan dalam pesanan, keduanya dapat dilengkapi sesuai pilihan pemasok. Semua perlengkapan konstruksi yang dilas sesuai standar ini dilengkapi dengan radiografi 100%. Berdasarkan ASTM A234, beberapa tingkatan tersedia tergantung pada komposisi kimianya. Pemilihan akan tergantung pada material pipa yang terhubung ke alat kelengkapan ini.
| Persyaratan Tarik | WPB | WPC, WP11CL2 | WP11CL1 | WP11CL3 |
| Kekuatan Tarik, min, ksi[MPa] | 60-85 | 70-95 | 60-85 | 75-100 |
| (offset 0,2% atau ekstensi-di bawah beban 0,5%) | [415-585] | [485-655] | [415-585] | [520-690] |
| Kekuatan Hasil, min, ksi[MPa] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |
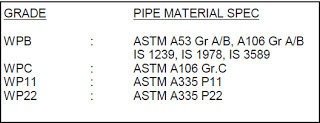
Beberapa tingkatan yang tersedia berdasarkan spesifikasi ini dan spesifikasi material pipa terhubung yang sesuai tercantum di bawah ini:
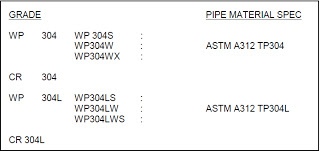
ASTM A403
Spesifikasi ini mencakup dua kelas umum, WP & CR, alat kelengkapan baja tahan karat austenitik tempa dengan konstruksi mulus dan dilas.
Fitting Kelas WP diproduksi sesuai persyaratan ASME B16.9 & ASME B16.28 dan dibagi menjadi tiga subkelas sebagai berikut:
- WP – SDiproduksi dari produk tanpa cacat dengan metode pembuatan yang mulus.
- WP – W Fitting ini berisi las dan semua las yang dibuat oleh produsen fitting termasuk las pipa awal jika pipa dilas dengan penambahan bahan pengisi di radiografi. Namun tidak ada radiografi yang dilakukan untuk pengelasan pipa awal jika pipa dilas tanpa penambahan bahan pengisi.
- WP-WX Fitting ini berisi las dan semua las baik yang dibuat oleh pabrikan fitting atau pabrikan bahan awal dibuat secara radiografi.
Perlengkapan Kelas CR diproduksi sesuai persyaratan MSS-SP-43 dan tidak memerlukan pemeriksaan non-destruktif.
Berdasarkan ASTM A403, beberapa tingkatan tersedia tergantung pada komposisi kimianya. Pemilihan akan tergantung pada material pipa yang terhubung ke alat kelengkapan ini. Beberapa tingkatan yang tersedia berdasarkan spesifikasi ini dan spesifikasi material pipa terhubung yang sesuai tercantum di bawah ini:
ASTM A420
Spesifikasi ini mencakup baja karbon tempa dan alat kelengkapan baja paduan dengan konstruksi mulus & dilas yang dimaksudkan untuk digunakan pada suhu rendah. Ini mencakup empat kelas WPL6, WPL9, WPL3 & WPL8 tergantung pada komposisi kimianya. Fitting WPL6 diuji benturan pada suhu – 50° C, WPL9 pada -75° C, WPL3 pada -100° C dan WPL8 pada suhu -195° C.
Peringkat tekanan yang diijinkan untuk fitting dapat dihitung seperti untuk pipa lurus tanpa sambungan sesuai dengan aturan yang ditetapkan dalam bagian ASME B31.3 yang berlaku.
Ketebalan dinding pipa dan jenis material harus sesuai dengan yang dipesan untuk digunakan, identitasnya pada fitting adalah pengganti tanda peringkat tekanan.
| Baja No. | Jenis | Komposisi kimia | ||||||||||||
| C | Si | S | P | Mn | Cr | Ni | Mo | Lainnya | ob | os | δ5 | HB | ||
| WPL6 | 0,3 | 0,15-0,3 | 0,04 | 0,035 | 0,6-1,35 | 0,3 | 0,4 | 0,12 | Cb:0,02;V:0,08 | 415-585 | 240 | 22 | ||
| WPL9 | 0,2 | 0,03 | 0,03 | 0,4-1,06 | 1.6-2.24 | 435-610 | 315 | 20 | ||||||
| WPL3 | 0,2 | 0,13-0,37 | 0,05 | 0,05 | 0,31-0,64 | 3.2-3.8 | 450-620 | 240 | 22 | |||||
| WPL8 | 0,13 | 0,13-0,37 | 0,03 | 0,03 | 0,9 | 8.4-9.6 | 690-865 | 515 | 16 | |||||
Peminyakan Ringan, Lukisan Hitam, Galvanisasi, Lapisan Anti Korosi PE /3PE
Dikemas dalam Kabin Kayu/Baki Kayu
Persyaratan Pengepakan Siku Pipa Baja
Kami fokus pada setiap prosedur untuk menjamin kualitas, paket yang biasa kami ambil adalah mengemas siku pipa baja dengan polybag lingkungan, dan kemudian dalam kotak kayu atau kayu fumigasi gratis.
palet. Kami juga menerima paket khusus seperti OEM melalui negosiasi.
1. Bahan harus dikemas siap untuk diekspor dengan cara yang memudahkan penyerahan dan mencegah kerusakan. Vendor harus menyerahkan prosedur pengepakan standarnya kepada pembeli untuk disetujui.
2. Ujung ujung dan flensa yang terbuka harus dilengkapi dengan sumbat atau penutup pelindung plastik yang kuat. Untuk ujung yang berbentuk lonceng, penutup harus melindungi seluruh area kemiringan.
3. Bahan penghalang kedap air harus digunakan untuk bahan baja tahan karat untuk melindungi dari serangan klorin akibat paparan atmosfer air asin.
4. Barang baja karbon dan baja tahan karat tidak boleh disimpan bersama dan harus dikemas secara terpisah.