
Dirsek, borudaki akış yönünde genellikle 90°, 45° veya 180° açıyla bir değişiklik oluşturmak için iki boru uzunluğu arasında bağlantı noktası olarak kullanılan bir boru bağlantı elemanıdır. Dirsekler aynı zamanda yaygın olarak büküm olarak da adlandırılır ve paslanmaz çelik, karbon çeliği, alaşımlı çelik, nikel alaşımları, dubleks ve bakır nikel gibi çeşitli malzemelerde mevcuttur.
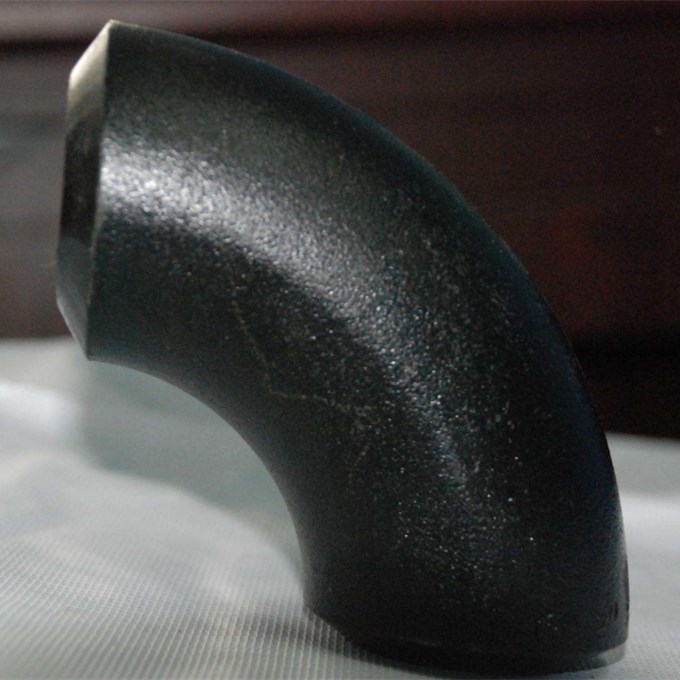
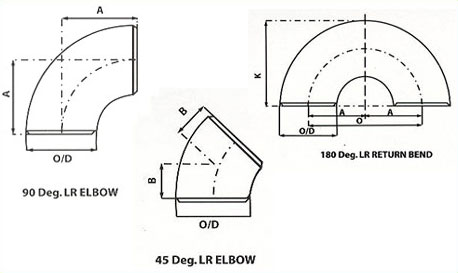
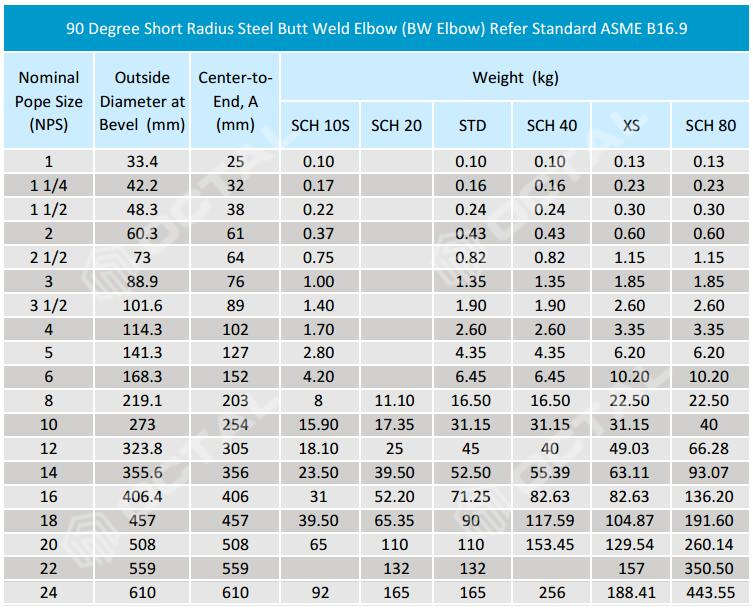
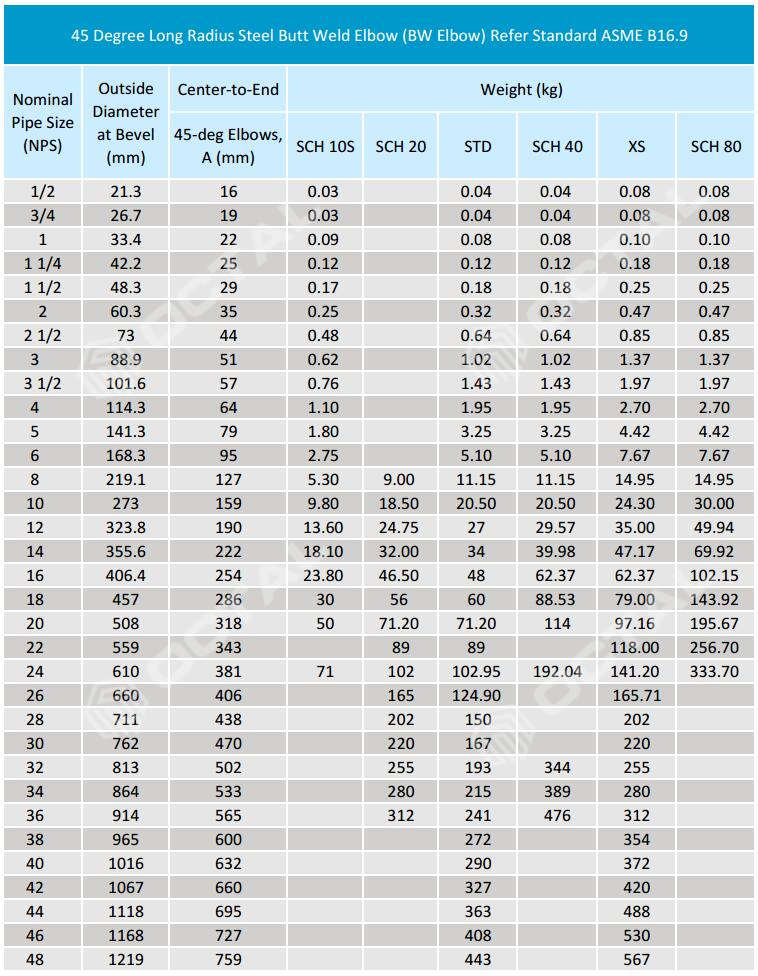
90° dirsek olarak da bilinen 90° dirsekler, SR (Kısa Yarıçaplı) dirsek ve LR (Uzun Yarıçaplı) dirsek olarak üretilmektedir. 45° dirsekler tipik olarak LR (Uzun Yarıçaplı) dirsekler olarak yapılır.
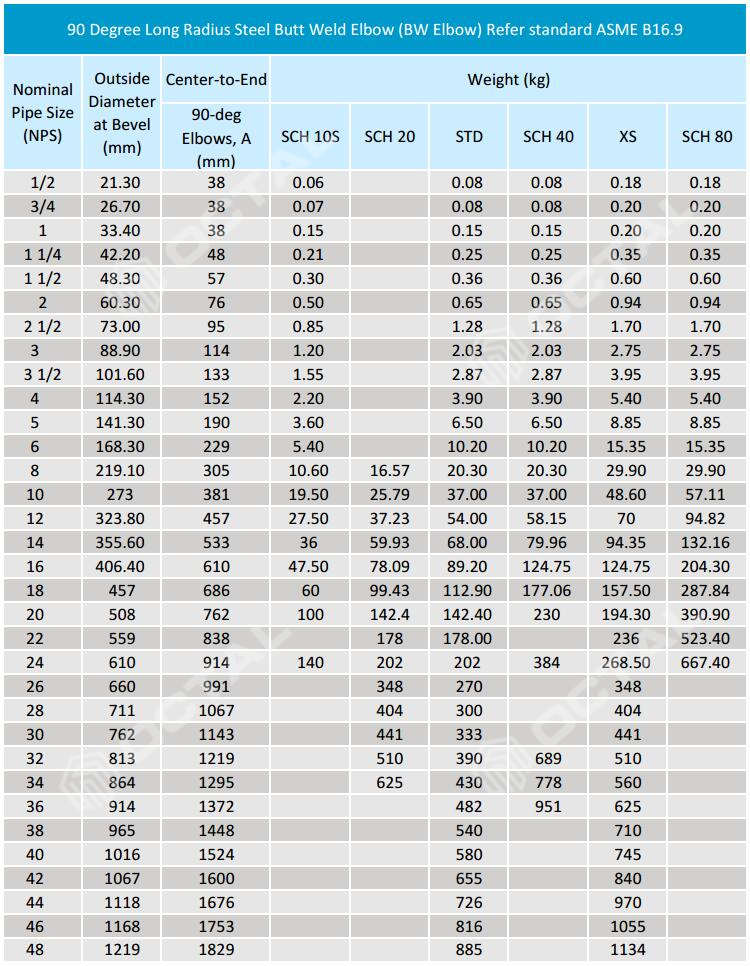
Uzun yarıçaplı dirsekler inç cinsinden NPS'nin 1,5 katı (R=1,5D) olan merkezden uca mesafeye sahiptir, kısa yarıçap ise inç cinsinden NPS'ye eşittir (R=1,0D).=Kısa yarıçaplı dirsekler genellikle kullanılır dar alanlarda ve alan mevcut olduğunda ve akışın daha kritik olduğu durumlarda uzun yarıçaplı dirsekler kullanılır. Ayrıca 60°, 100°, 120° veya 150° gibi standart dışı açılarda karbon çelik dirsekler ve paslanmaz çelik dirsekler de üretip tedarik edebilmekteyiz.
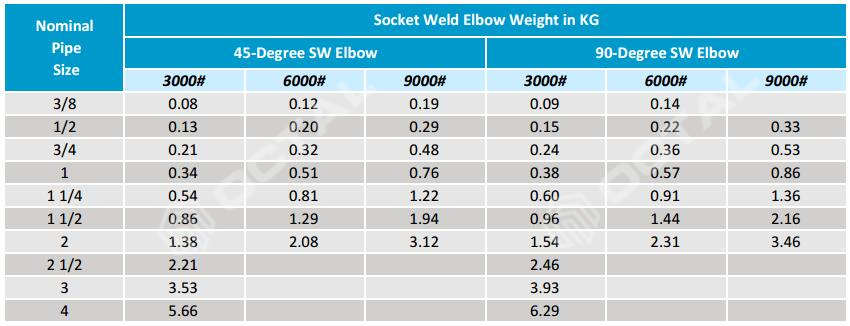
Uçlar alın kaynağı için işlenebilir, dişli (genellikle dişi) veya soketli vb. olabilir. İki ucun boyutu farklı olduğunda bağlantı parçasına redüksiyon dirseği veya redüksiyon dirseği adı verilir.
Sorunsuz Dirsek Üretim Süreci (Isıyla Bükme ve Soğuk Bükme)
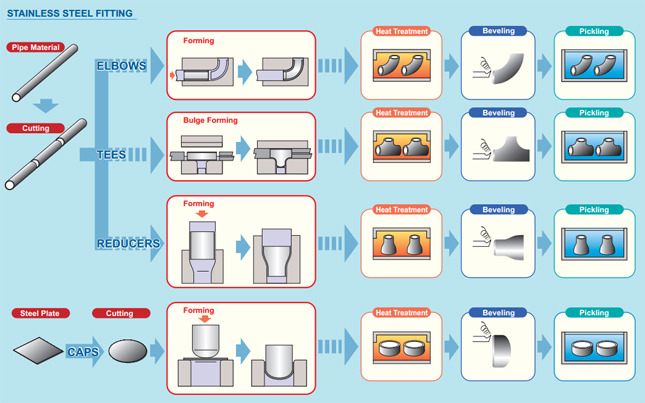
Dirsek imalatında en yaygın yöntemlerden biri, düz çelik borulardan sıcak mandrelle bükme işlemidir. Çelik boru yüksek sıcaklıkta ısıtıldıktan sonra boru, mandrelin iç takımları tarafından adım adım itilir, genişletilir ve bükülür. Sıcak mandrel bükme uygulamak geniş boyut aralığında dikişsiz dirsek üretebilir. Mandrelin bükülmesinin özellikleri büyük ölçüde mandrelin bütünsel şekline ve boyutlarına bağlıdır. Sıcak bükme dirseklerinin kullanım avantajları arasında, diğer bükme yöntemi türlerine göre daha küçük kalınlık sapması ve daha güçlü bükme yarıçapı bulunur. Bu arada, prefabrik bükümler yerine bükme kullanmak, ihtiyaç duyulan kaynak sayısını önemli ölçüde azaltır. Bu, gereken iş miktarını azaltır ve boruların kalitesini ve kullanılabilirliğini artırır. Ancak soğuk bükme, düz çelik borunun bükme makinesinde normal sıcaklıklarda bükülmesi işlemidir. Soğuk bükme, dış çapı 17,0 ila 219,1 mm ve et kalınlığı 2,0 ila 28,0 mm olan borular için uygundur. Önerilen bükülme yarıçapı 2,5 x Do'dur. Normalde 40D bükülme yarıçapında. Soğuk bükme kullanarak küçük yarıçaplı dirsekler elde edebiliriz ancak kırışmayı önlemek için iç kısımları kumla doldurmamız gerekir. Soğuk bükme hızlı ve ucuz bir bükme yöntemidir. Boru hatları ve makine parçaları yapımında rekabetçi bir seçenektir.
Kaynaklı Dirsek İmalat Prosesi (Küçük & Büyük)
Kaynaklı dirsekler çelik levhalardan yapıldığından dikişsiz çelik dirsekler değildir. Bir kalıp kullanın ve çelik plakayı dirseğin şekline göre bastırın, ardından dikişi çelik bir dirsek olacak şekilde kaynaklayın. Dirseklerin eski üretim yöntemidir. Son yıllarda küçük boyutlardaki dirsekler artık neredeyse çelik borulardan üretiliyor. Örneğin büyük ebatlı dirsekler için çelik borulardan 36'' OD'nin üzerindeki dirsekleri üretmek çok zordur. Bu nedenle genellikle çelik plakalardan yapılır, plaka yarım dirsek şekline bastırılır ve iki yarı birbirine kaynak yapılır. Dirsekler gövdesine kaynaklı olduğundan kaynak birleşim yerinin muayenesi gereklidir. Genellikle X-Ray muayenesini NDT olarak kullanırız.
ASTM A234
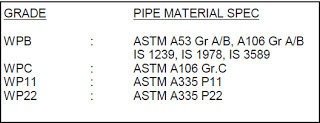
Bu spesifikasyon, dikişsiz ve kaynaklı yapıya sahip dövme karbon çeliği ve alaşımlı çelik bağlantı parçalarını kapsar. Siparişte dikişsiz veya kaynaklı yapı belirtilmediği sürece tedarikçinin tercihine göre her ikisi de döşenebilir. Bu standarda uygun tüm kaynaklı yapı parçaları %100 radyografiyle birlikte sağlanır. ASTM A234 uyarınca kimyasal bileşime bağlı olarak çeşitli dereceler mevcuttur. Seçim, bu bağlantı parçalarına bağlanan boru malzemesine bağlı olacaktır.
| Çekme Gereksinimleri | WPB | WPC, WP11CL2 | WP11CL1 | WP11CL3 |
| Çekme Dayanımı, min, ksi[MPa] | 60-85 | 70-95 | 60-85 | 75-100 |
| (%0,2 ofset veya %0,5 yük altında uzama) | [415-585] | [485-655] | [415-585] | [520-690] |
| Akma Dayanımı, min, ksi[MPa] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |
Bu spesifikasyon ve ilgili bağlı boru malzemesi spesifikasyonu kapsamında mevcut olan kalitelerden bazıları aşağıda listelenmiştir:
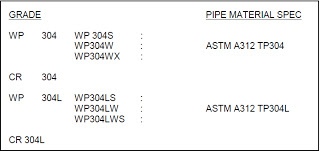
ASTM A403
Bu spesifikasyon, dikişsiz ve kaynaklı yapıya sahip dövme östenitik paslanmaz çelik bağlantı elemanlarının WP ve CR olmak üzere iki genel sınıfını kapsar.
WP Sınıfı bağlantı parçaları ASME B16.9 ve ASME B16.28 gerekliliklerine göre üretilir ve aşağıdaki gibi üç alt sınıfa ayrılır:
- WP – S Dikişsiz üründen kusursuz bir üretim yöntemiyle üretilmiştir.
- WP – W Bu bağlantı parçaları kaynakları içerir ve borunun dolgu malzemesi ilavesiyle kaynaklanması durumunda başlangıç borusu kaynağı da dahil olmak üzere bağlantı parçası üreticisi tarafından yapılan tüm kaynakların radyografisi alınır. Ancak borunun dolgu malzemesi eklenmeden kaynaklanması durumunda başlangıç borusu kaynağı için radyografi yapılmaz.
- WP-WX Bu bağlantı parçaları kaynakları içerir ve ister bağlantı parçası üreticisi tarafından ister başlangıç malzemesi üreticisi tarafından yapılmış olsun tüm kaynakların radyografisi alınır.
CR sınıfı bağlantı parçaları MSS-SP-43 gerekliliklerine göre üretilir ve tahribatsız muayene gerektirmez.
ASTM A403 uyarınca kimyasal bileşime bağlı olarak çeşitli dereceler mevcuttur. Seçim, bu bağlantı parçalarına bağlanan boru malzemesine bağlı olacaktır. Bu spesifikasyon ve ilgili bağlı boru malzemesi spesifikasyonu kapsamında mevcut olan kalitelerden bazıları aşağıda listelenmiştir:
ASTM A420
Bu spesifikasyon, düşük sıcaklıklarda kullanılması amaçlanan dikişsiz ve kaynaklı yapıya sahip dövme karbon çeliği ve alaşımlı çelik bağlantı parçalarını kapsar. Kimyasal bileşime bağlı olarak dört WPL6, WPL9, WPL3 ve WPL8 sınıfını kapsar. WPL6 bağlantı parçaları – 50° C sıcaklıkta, WPL9 -75° C'de, WPL3 -100° C'de ve WPL8 -195° C sıcaklıkta darbe testine tabi tutulmuştur.
Bağlantı parçaları için izin verilen basınç değerleri, ASME B31.3'ün ilgili bölümünde belirlenen kurallara uygun olarak düz dikişsiz boru için olduğu gibi hesaplanabilir.
Borunun et kalınlığı ve malzeme türü, bağlantı parçalarının kullanılması sipariş edilene uygun olacak ve bağlantı parçaları üzerindeki kimlikleri, basınç değeri işaretleri yerine bulunacaktır.
| Çelik No. | Tip | Kimyasal bileşim | ||||||||||||
| C | Si | S | P | Mn | Cr | Ni | Mo | Diğer | ob | os | δ5 | HB | ||
| WPL6 | 0,3 | 0.15-0.3 | 0,04 | 0,035 | 0,6-1,35 | 0,3 | 0,4 | 0.12 | Cb:0,02;V:0,08 | 415-585 | 240 | 22 | ||
| WPL9 | 0,2 | 0,03 | 0,03 | 0.4-1.06 | 1.6-2.24 | 435-610 | 315 | 20 | ||||||
| WPL3 | 0,2 | 0.13-0.37 | 0,05 | 0,05 | 0.31-0.64 | 3.2-3.8 | 450-620 | 240 | 22 | |||||
| WPL8 | 0.13 | 0.13-0.37 | 0,03 | 0,03 | 0,9 | 8.4-9.6 | 690-865 | 515 | 16 | |||||
Hafif Yağlama, Siyah Boyama, Galvanizleme, PE /3PE Korozyon Önleyici Kaplama
Ahşap Kabinlerde / Ahşap Tepside Paketlenmiştir
Çelik Boru Dirsek Paketleme Gereksinimleri
Kaliteyi sağlamak için her prosedüre odaklanıyoruz, genellikle aldığımız paket çelik boru dirseklerini çevresel poli torbalarla ve daha sonra ücretsiz fümigasyon ahşap kutularda veya ahşapta paketliyor
palet. Ayrıca müzakere yoluyla OEM gibi özelleştirilmiş paketleri de kabul ediyoruz.
1. Malzeme, teslimi kolaylaştıracak ve hasarı önleyecek şekilde ihracata hazır şekilde paketlenecektir. Satıcı, standart paketleme prosedürünü onay için alıcıya sunacaktır.
2. Bağlantı parçalarının ve flanşların açık uçları, ağır hizmet tipi plastik koruyucu tapa veya kapaklarla sağlanacaktır. Kıvrımlı uçlar için kapaklar, eğimin tüm alanını koruyacaktır.
3. Tuzlu su atmosferine maruz kalma sonucu oluşan klor saldırısına karşı paslanmaz çelik malzemeler için su geçirmez bariyer malzemesi kullanılacaktır.
4. Karbon çeliği ve paslanmaz çelik parçaların birlikte depolanmasına izin verilmez ve ayrı ayrı paketlenir.