





1. Boruyu bükün:
Boru bükme, boruları veya tüpleri kalıcı olarak oluşturmak için kullanılan metal şekillendirme işlemleri için kullanılan genel terimdir. Şekil bağlı ve serbest biçimli bükme prosedürlerinin yanı sıra ısı destekli ve soğuk şekillendirme prosedürleri arasında da ayrım yapılmalıdır.
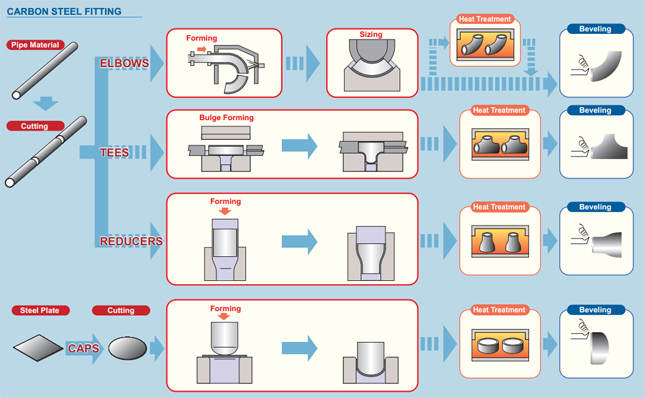
2. Süreçler:
Boru bükme işlemi, bir borunun bir boruya veya boru bükücüye yüklenmesi ve iki kalıp, sıkıştırma bloğu ve şekillendirme kalıbı arasına sıkıştırılmasıyla başlar. Tüp aynı zamanda diğer iki kalıp, yani silecek kalıbı ve basınç kalıbı tarafından da gevşek bir şekilde tutulur.
Boru bükme işlemi, stok malzeme borusunu veya borularını bir kalıba doğru itmek için mekanik kuvvet kullanmayı, boru veya boruyu kalıbın şekline uymaya zorlamayı içerir. Çoğu zaman stok boruları, uç kalıp etrafında döndürülürken ve yuvarlanırken sıkıca yerinde tutulur. Stokları silindirler aracılığıyla iterek basit bir eğri oluşturacak şekilde bükmeyi içeren diğer işleme biçimleri.[2] Bazı boru bükme işlemlerinde, çökmeyi önlemek için borunun içine bir mandrel yerleştirilir. Tüp, stres sırasında herhangi bir kırışmayı önlemek için bir silici kalıp tarafından gergin tutulur. Bir silecek kalıbı, bükülen malzemenin çizilmesini veya hasar görmesini önlemek için genellikle alüminyum veya pirinç gibi daha yumuşak bir alaşımdan yapılır.
Basın bükme:
Presle bükme muhtemelen soğuk borularda ve tüplerde kullanılan ilk bükme işlemidir. Bu işlemde, büküm şeklindeki bir kalıp boruya doğru bastırılarak borunun bükümün şekline uyması sağlanır. Boru içten desteklenmediğinden borunun şeklinde bir miktar deformasyon olur ve bu da oval bir kesite neden olur. Bu işlem, borunun tutarlı bir kesitinin gerekli olmadığı durumlarda kullanılır. Tek bir kalıp çeşitli şekiller üretebilse de yalnızca tek boyutlu tüp ve yarıçap için çalışır.
Döner çekme bükme:
Döner çekmeli bükme için tam takım
Döner çekmeli bükme (RDB), alternatif olarak ortalama bükme yarıçapı (Rm) olarak gösterilen, sabit bir merkez çizgisi yarıçapına (CLR) sahip takımlar veya "kalıp setleri" kullanılarak büküldüğü için hassas bir teknolojidir.
Rulo bükme:
Rulo bükme işlemi sırasında boru, ekstrüzyon veya katı malzeme, boruya basınç uygulayan ve borunun bükülme yarıçapını kademeli olarak değiştiren bir dizi silindirden (tipik olarak üç) geçirilir. Piramit tarzı merdane bükücülerin, genellikle üst merdane olmak üzere bir hareketli merdanesi vardır. Çift kıstırma tipi merdane bükücüler, genellikle alt merdaneler ve sabit bir üst merdane olmak üzere iki adet ayarlanabilir merdaneye sahiptir. Bu bükme yöntemi borunun kesitinde çok az deformasyona neden olur. Bu işlem, boru kangallarının yanı sıra kafes kiriş sistemlerinde kullanılanlar gibi uzun yumuşak kıvrımların üretilmesine de uygundur.
İndüksiyon bükme:
Borunun bükülme noktasında küçük bir bölümünün etrafına bir endüksiyon bobini yerleştirilir. Daha sonra indüksiyonla 800 ila 2.200 Fahrenheit (430 ila 1.200 C) arasında ısıtılır. Boru sıcakken borunun bükülmesi için basınç uygulanır. Boru daha sonra hava veya su spreyi ile söndürülebilir veya ortam havasına karşı soğutulabilir.
İndüksiyonla bükme, petrokimya endüstrisinin hem yukarı hem de aşağı akış ve kıyı ve deniz bölümleri için (ince duvarlı) boru hatları, inşaat endüstrisi için büyük yarıçaplı yapısal parçalar gibi çok çeşitli uygulamalara yönelik bükümler üretmek için kullanılır. Enerji üreten sanayi ve şehir ısıtma sistemleri için kalın duvarlı, kısa yarıçaplı dirsekler.
İndüksiyonla bükmenin büyük avantajları şunlardır:
mandrele gerek yok
bükülme yarıçapları ve açıları (1°-180°) serbestçe seçilebilir
son derece hassas bükülme yarıçapları ve açıları
doğru boru makaraları kolayca üretilebilir
saha kaynaklarında önemli tasarruflar elde edilebilir
tek bir makinede çok çeşitli boru boyutları yerleştirilebilir (1” dış çap ila 80” dış çap)
mükemmel duvar incelmesi ve ovallik değerleri
Ferforje Ürün (WP) için Boyut,
ASME B16.9 - NPS 1⁄₂ ila NPS 48” boyutlarına yönelik Fabrika Yapımı Dövme Alın Kaynak Bağlantı Parçaları için standarttır ve
Ve B16.28 - NPS 1⁄₂ ila NPS 24" boyutları için Dövme Çelik Alın Kaynaklı Kısa Yarıçaplı Dirsekler ve Dönüşler için standarttır
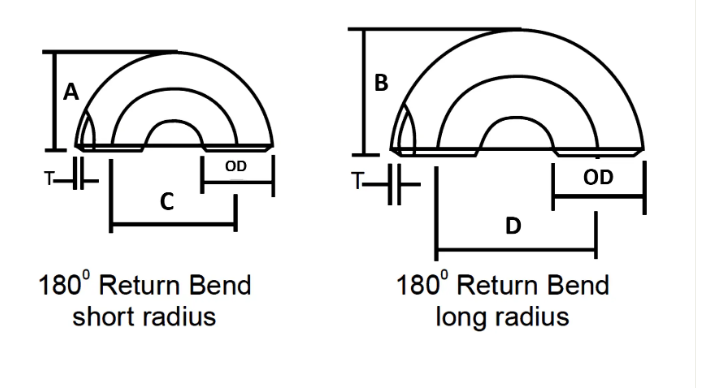
| NOMİNAL BORU BOYUTU | DIŞ ÇAP | YÜZE GERİ DÖN | MERKEZDEN MERKEZE | ||
| İnç. | OD | A | B | C | D |
| 1/2 | 21.3 | 48 | – | 76 | – |
| 3/4 | 26.7 | 43 | – | 57 | – |
| 1 | 33.4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42.2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48.3 | 83 | 62 | 114 | 76 |
| 2 | 60.3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88.9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101.6 | 184 | 140 | 267 | 178 |
| 4 | 114.3 | 210 | 159 | 305 | 203 |
| 5 | 141.3 | 262 | 197 | 381 | 254 |
| 6 | 168.3 | 313 | 237 | 457 | 305 |
| 8 | 219.1 | 414 | 313 | 610 | 406 |
| 10 | 273.1 | 518 | 391 | 762 | 508 |
| 12 | 323,9 | 619 | 467 | 914 | 610 |
| 14 | 355.6 | 711 | 533 | 1067 | 711 |
| 16 | 406.4 | 813 | 610 | 1219 | 813 |
| 18 | 457.2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
ASME B16.9'a göre Boru Bağlantı Parçaları Boyut Toleransı
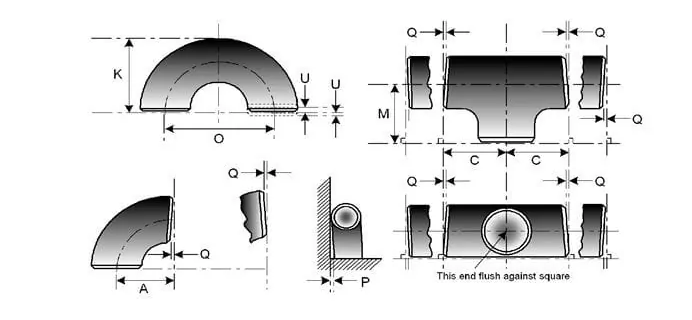
| NOMİNAL BORU BOYUTU | TÜM BAĞLANTILAR | TÜM BAĞLANTILAR | TÜM BAĞLANTILAR | DİRSEKLER VE TİŞÖRTLER | 180 DERECE DÖNÜŞ DİRSEKLERİ | 180 DERECE DÖNÜŞ DİRSEKLERİ | 180 DERECE DÖNÜŞ DİRSEKLERİ | REDÜKTÖRLER | BÜYÜK HARFLER |
| NPS'ler | Eğimde OD (1), (2) | Sonunda Kimlik (1), (3), (4) | Et Kalınlığı (3) | Merkezden Uca Boyut A,B,C,M | Merkezden Merkeze O | Yüz yüze K | Uçların Hizalanması U | Toplam Uzunluk H | Toplam Uzunluk E |
| ½ ila 2½ | 0,06 -0,03 | 0,03 | Nominal kalınlığın %87,5'inden az olmamalıdır | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0.12 |
| 3 ila 3 ½ | 0,06 | 0,06 | Nominal kalınlığın %87,5'inden az olmamalıdır | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0.12 |
| 4 | 0,06 | 0,06 | Nominal kalınlığın %87,5'inden az olmamalıdır | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0.12 |
| 5 ila 8 | 0,09 -0,06 | 0,06 | Nominal kalınlığın %87,5'inden az olmamalıdır | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,25 |
| 10 ila 18 | 0.16 -0,12 | 0.12 | Nominal kalınlığın %87,5'inden az olmamalıdır | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 20 ila 24 | 0,25 -0,19 | 0.19 | Nominal kalınlığın %87,5'inden az olmamalıdır | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 26 ila 30 | 0,25 -0,19 | 0.19 | Nominal kalınlığın %87,5'inden az olmamalıdır | 0.12 | … | … | … | 0.19 | 0,38 |
| 32 ila 48 | 0,25 -0,19 | 0.19 | Nominal kalınlığın %87,5'inden az olmamalıdır | 0.19 | … | … | … | 0.19 | 0,38 |
Nikel Alaşımı
ASTM / ASME SB 336 UNS 2200 ( NİKEL 200 ), UNS 2201 ( NİKEL 201 ), UNS 4400 (MONEL 400 ), UNS 8020 ( ALLOY 20 / 20 CB 3, UNS 8825 INCONEL (825), UNS 6600 (INCONEL 600 ), UNS 6601 (INCONEL 601), UNS 6625 (INCONEL 625), UNS 10276 (HASTELLOY C 276)
Paslanmaz çelik
ASTM / ASME SA 403 GR WP “S” / “W” / ” WX” 304 , 304L, 304H, 304N, 304LN, 309, 310H, 316, 316H, 317, 317L, 321, 321H, 347, 347 H.
Dubleks Çelik
ASTM / ASME SA 815 UNS NO.S 31803, S 32205, S 32550, S 32750, S 32760.
Karbon Çelik
ASTM / ASME A 234 WPB, WPC ASTM / ASME A 860 WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 ve WPHY 70.
Alaşımlı Çelik
ASTM / ASME A 234 WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 23, WP 91.
| Kimyasal Bileşim İçeriği | Mekanik Özellikler | ||||||||||
| Malzeme YOK | C | Mn | Si | S | P | Cr | Mo | Ni | Çekme mukavemeti | Verim gücü | Uzama |
| A234 WPB | ≤0,3 | 0.29-1.06 | ≥0,1 | ≤0,058 | ≤0,05 | / | / | / | 415-585 | ≥240 | ≥30 |
| A234WP5 | ≤0,15 | ≤0,6 | ≤0,5 | ≤0,04 | ≤0,03 | 4-6 | 0.44-0.65 | / | 415-585 | ≥205 | ≥20 |
| A403 WP304 | ≤0,08 | ≤2 | ≤1 | ≤0,040 | ≤0,030 | 18-20 | / | 8-11 | ≥515 | ≥205 | ≥30 |
| A403 WP316L | ≤0,03 | ≤2 | ≤1 | ≤0,045 | ≤0,03 | 16-18 | 2-3 | 10-15 | ≥485 | ≥170 | ≥30 |
| WPHY60 | ≤0,20 | 1-1.45 | 0,15-0,4 | ≤0,015 | ≤0,030 | / | / | / | ≥515 | ≥415 | / |
Hafif Yağlama, Siyah Boyama, PE /3PE Korozyon Önleyici Kaplama
Sıcak indüksiyonlu virajlı döşeme gereksinimleri
Kaliteyi sağlamak için her prosedüre odaklanıyoruz, genellikle aldığımız paket çelik boru dirseklerini çevresel poli torbalarla ve daha sonra ücretsiz fümigasyon ahşap kutularında veya ahşap plakada tahtaya koymaktır. Ayrıca müzakere yoluyla OEM gibi özelleştirilmiş paketleri de kabul ediyoruz.
- Malzeme, taşımayı kolaylaştıracak ve hasarı önleyecek şekilde ihracata hazır şekilde paketlenecek, satıcı standart paketleme prosedürünü alıcının onayına sunacaktır.
- Fittingin ve flanşların açık uçları ağır hizmet tipi plastik koruyucu tapalar veya kapaklarla birlikte teslim edilecektir. Eğimli uçlarda kapaklar eğimin tüm alanını koruyacaktır.
- Tuzlu su atmosferine maruz kalma nedeniyle klor saldırısına karşı koruma sağlamak amacıyla paslanmaz çelik malzeme için su geçirmez bariyer malzemesi kullanılacaktır.
- Karbon çeliği ve paslanmaz çelik parçaların birlikte depolanmasına izin verilmez ve ayrı ayrı paketlenmelidir.

