





1. Uốn ống:
Uốn ống là thuật ngữ chung cho các quá trình tạo hình kim loại được sử dụng để tạo hình ống hoặc ống vĩnh viễn. Người ta phải phân biệt giữa quy trình uốn khuôn và uốn khuôn tự do, cũng như giữa quy trình tạo hình chịu nhiệt và tạo hình nguội.
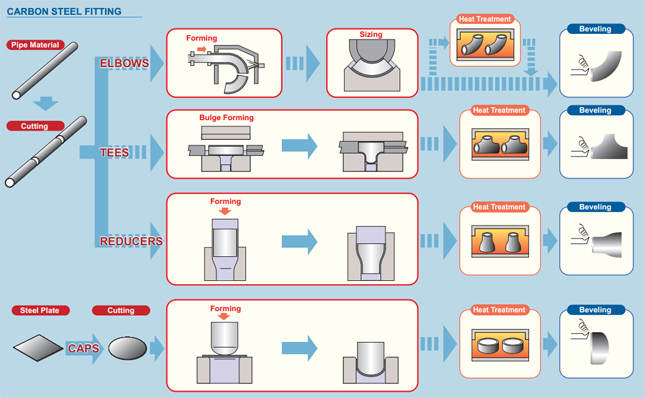
2. Quy trình:
Quá trình uốn ống bắt đầu bằng việc đưa ống vào máy uốn ống hoặc máy uốn ống và kẹp nó vào vị trí giữa hai khuôn, khối kẹp và khuôn định hình. Ống cũng được giữ lỏng lẻo bởi hai khuôn khác, khuôn gạt nước và khuôn áp lực.
Quá trình uốn ống bao gồm việc sử dụng lực cơ học để đẩy ống hoặc ống nguyên liệu vào khuôn, buộc ống hoặc ống phải phù hợp với hình dạng của khuôn. Thông thường, ống nguyên liệu được giữ chắc chắn tại chỗ trong khi phần cuối được xoay và cuộn quanh khuôn. Các hình thức xử lý khác bao gồm đẩy vật liệu qua các con lăn để uốn vật liệu thành một đường cong đơn giản.[2] Đối với một số quá trình uốn ống, một trục gá được đặt bên trong ống để tránh bị sập. Ống được giữ căng bằng khuôn gạt nước để ngăn ngừa bất kỳ nếp nhăn nào khi bị căng. Khuôn gạt nước thường được làm bằng hợp kim mềm hơn như nhôm hoặc đồng thau để tránh trầy xước hoặc làm hỏng vật liệu bị uốn cong.
Nhấn uốn:
Uốn ép có lẽ là quá trình uốn đầu tiên được sử dụng trên các ống và ống nguội. Trong quá trình này, một khuôn có hình dạng uốn cong được ép vào ống, buộc ống phải khớp với hình dạng uốn cong. Do đường ống không được đỡ bên trong nên hình dạng của đường ống bị biến dạng, dẫn đến mặt cắt ngang hình bầu dục. Quá trình này được sử dụng khi không yêu cầu mặt cắt ngang nhất quán của đường ống. Mặc dù một khuôn đơn có thể tạo ra nhiều hình dạng khác nhau nhưng nó chỉ hoạt động với một kích thước ống và bán kính.
Uốn kéo quay:
Đầy đủ dụng cụ để uốn kéo quay
Uốn kéo quay (RDB) là một công nghệ chính xác, vì nó uốn bằng cách sử dụng dụng cụ hoặc "bộ khuôn" có bán kính đường tâm không đổi (CLR), còn được biểu thị bằng bán kính uốn trung bình (Rm).
Uốn cuộn:
Trong quá trình uốn cuộn, đường ống, vật liệu đùn hoặc chất rắn được đưa qua một loạt con lăn (thường là ba) tạo áp lực lên đường ống làm thay đổi dần bán kính uốn cong trong đường ống. Máy uốn cuộn kiểu kim tự tháp có một cuộn chuyển động, thường là cuộn trên cùng. Máy uốn cuộn loại kẹp đôi có hai cuộn có thể điều chỉnh được, thường là cuộn dưới cùng và cuộn trên cố định. Phương pháp uốn này gây ra rất ít biến dạng ở mặt cắt ngang của ống. Quá trình này phù hợp để sản xuất các cuộn ống cũng như các đoạn uốn dài nhẹ nhàng giống như các ống được sử dụng trong hệ thống giàn.
Uốn cảm ứng:
Một cuộn dây cảm ứng được đặt xung quanh một phần nhỏ của đường ống tại điểm uốn cong. Sau đó, nó được làm nóng bằng cảm ứng đến khoảng 800 đến 2.200 độ F (430 đến 1.200 C). Khi đường ống nóng lên, áp suất được đặt lên đường ống để làm cong nó. Sau đó, đường ống có thể được làm nguội bằng không khí hoặc phun nước hoặc được làm mát bằng không khí xung quanh.
Uốn cảm ứng được sử dụng để tạo ra các sản phẩm uốn cong cho nhiều ứng dụng, chẳng hạn như đường ống (có thành mỏng) cho cả thượng nguồn và hạ lưu cũng như các đoạn trong và ngoài bờ của ngành hóa dầu, các bộ phận kết cấu có bán kính lớn cho ngành xây dựng, có tường dày, bán kính uốn cong ngắn dành cho ngành sản xuất điện và hệ thống sưởi ấm thành phố.
Ưu điểm lớn của uốn cảm ứng là:
không cần trục gá
Bán kính uốn cong và góc (1°-180°) có thể được tự do lựa chọn
bán kính và góc uốn cong có độ chính xác cao
cuộn ống chính xác có thể dễ dàng được sản xuất
có thể tiết kiệm đáng kể trên các mối hàn tại hiện trường
nhiều kích cỡ ống có thể được chứa trong một máy (1” OD đến 80”OD)
giá trị độ mỏng và hình bầu dục của tường tuyệt vời
Đối với Kích thước sản phẩm rèn (WP) được bao gồm trong
ASME B16.9- là tiêu chuẩn cho các Phụ kiện hàn đối đầu rèn do nhà máy sản xuất với kích thước NPS 1⁄₂ đến NPS 48” và
Và B16.28- là tiêu chuẩn cho Khuỷu tay bán kính ngắn hàn đối đầu bằng thép rèn và trả về kích thước NPS 1⁄₂ đến NPS 24”
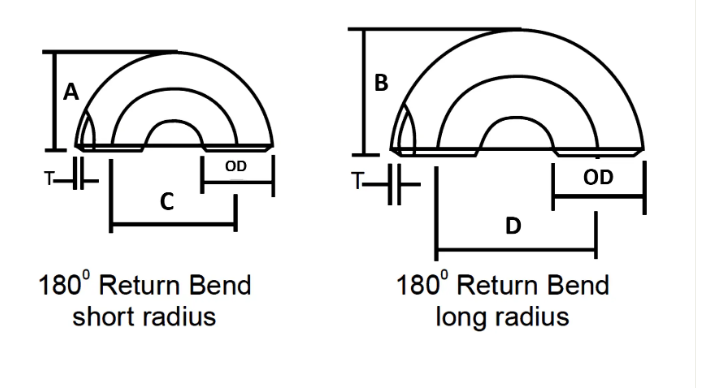
| KÍCH THƯỚC ỐNG DANH HIỆU | ĐƯỜNG KÍNH NGOÀI | TRỞ LẠI MẶT | TRUNG TÂM ĐẾN TRUNG TÂM | ||
| Inch. | OD | A | B | C | D |
| 1/2 | 21.3 | 48 | – | 76 | – |
| 3/4 | 26,7 | 43 | – | 57 | – |
| 1 | 33,4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42,2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48,3 | 83 | 62 | 114 | 76 |
| 2 | 60,3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88,9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101,6 | 184 | 140 | 267 | 178 |
| 4 | 114,3 | 210 | 159 | 305 | 203 |
| 5 | 141,3 | 262 | 197 | 381 | 254 |
| 6 | 168,3 | 313 | 237 | 457 | 305 |
| 8 | 219.1 | 414 | 313 | 610 | 406 |
| 10 | 273,1 | 518 | 391 | 762 | 508 |
| 12 | 323,9 | 619 | 467 | 914 | 610 |
| 14 | 355,6 | 711 | 533 | 1067 | 711 |
| 16 | 406.4 | 813 | 610 | 1219 | 813 |
| 18 | 457,2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
Phụ kiện đường ống Dung sai kích thước theo ASME B16.9
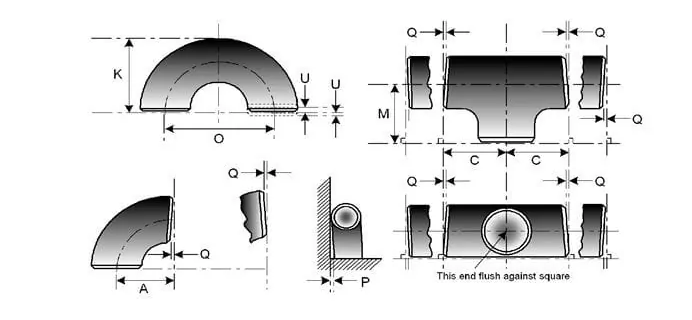
| KÍCH THƯỚC ỐNG DANH HIỆU | TẤT CẢ PHỤ KIỆN | TẤT CẢ PHỤ KIỆN | TẤT CẢ PHỤ KIỆN | KHUỶU TAY VÀ TEES | Uốn cong quay lại 180 độ | Uốn cong quay lại 180 độ | Uốn cong quay lại 180 độ | bộ giảm tốc | CAPS |
| NPS | OD tại góc xiên (1), (2) | ID ở cuối (1), (3), (4) | Độ dày của tường (3) | Kích thước từ trung tâm đến cuối A,B,C,M | Trung tâm đến trung tâm O | Mặt Đối Mặt K | Căn chỉnh các đầu U | Chiều dài tổng thể H | Chiều dài tổng thể E |
| ½ đến 2½ | 0,06 -0,03 | 0,03 | Không ít hơn 87,5% độ dày danh nghĩa | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 3 đến 3 ½ | 0,06 | 0,06 | Không ít hơn 87,5% độ dày danh nghĩa | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 4 | 0,06 | 0,06 | Không ít hơn 87,5% độ dày danh nghĩa | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,12 |
| 5 đến 8 | 0,09 -0,06 | 0,06 | Không ít hơn 87,5% độ dày danh nghĩa | 0,06 | 0,25 | 0,25 | 0,03 | 0,06 | 0,25 |
| 10 đến 18 | 0,16 -0,12 | 0,12 | Không ít hơn 87,5% độ dày danh nghĩa | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 20 đến 24 | 0,25 -0,19 | 0,19 | Không ít hơn 87,5% độ dày danh nghĩa | 0,09 | 0,38 | 0,25 | 0,06 | 0,09 | 0,25 |
| 26 đến 30 | 0,25 -0,19 | 0,19 | Không ít hơn 87,5% độ dày danh nghĩa | 0,12 | … | … | … | 0,19 | 0,38 |
| 32 đến 48 | 0,25 -0,19 | 0,19 | Không ít hơn 87,5% độ dày danh nghĩa | 0,19 | … | … | … | 0,19 | 0,38 |
Hợp kim niken
ASTM / ASME SB 336 UNS 2200 ( NICKEL 200 ), UNS 2201 (NICKEL 201 ), UNS 4400 (MONEL 400 ), UNS 8020 ( HỢP KIM 20/20 CB 3, UNS 8825 INCONEL (825), UNS 6600 (INCONEL 600 ), UNS 6601 (INCONEL 601), UNS 6625 (INCONEL 625), UNS 10276 (HASTELLOY C 276)
thép không gỉ
ASTM / ASME SA 403 GR WP “S” / “W” / ” WX” 304 , 304L, 304H, 304N, 304LN, 309, 310H, 316, 316H, 317, 317L, 321, 321H, 347, 347 H.
Thép song công
ASTM / ASME SA 815 UNS SỐ 31803, S 32205, S 32550, S 32750, S 32760.
Thép cacbon
ASTM/ASME A 234 WPB, WPC ASTM/ASME A 860 WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 & WPHY 70.
Thép hợp kim
ASTM/ASME A 234 WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 23, WP 91.
| Nội dung thành phần hóa học | Tính chất cơ học | ||||||||||
| Chất liệu KHÔNG | C | Mn | Si | S | P | Cr | Mo | Ni | Độ bền kéo | Sức mạnh năng suất | Độ giãn dài |
| A234 WPB | .30,3 | 0,29-1,06 | ≥0,1 | .0.058 | .00,05 | / | / | / | 415-585 | ≥240 | ≥30 |
| A234 WP5 | .10,15 | .60,6 | .50,5 | .00,04 | .00,03 | 4-6 | 0,44-0,65 | / | 415-585 | ≥205 | ≥20 |
| A403 WP304 | .00,08 | 2 | 11 | .00,040 | .030,030 | 18-20 | / | 8-11 | ≥515 | ≥205 | ≥30 |
| A403 WP316L | .00,03 | 2 | 11 | .0.045 | .00,03 | 16-18 | 2-3 | 10-15 | ≥485 | ≥170 | ≥30 |
| WPHY60 | .20,20 | 1-1,45 | 0,15-0,4 | .00,015 | .030,030 | / | / | / | ≥515 | ≥415 | / |
Sơn dầu nhẹ, sơn đen, sơn chống ăn mòn PE /3PE
Yêu cầu ván uốn cong cảm ứng nóng
Chúng tôi tập trung vào mọi quy trình để đảm bảo chất lượng, gói hàng chúng tôi thường sử dụng là đặt khuỷu ống thép bằng túi poly môi trường, sau đó trong hộp gỗ hoặc tấm gỗ khử trùng miễn phí. Chúng tôi cũng chấp nhận gói tùy chỉnh như OEM bằng cách đàm phán.
- Vật liệu phải được đóng gói sẵn sàng để xuất khẩu theo cách cho phép xử lý dễ dàng và ngăn ngừa hư hỏng, nhà cung cấp phải gửi quy trình đóng gói tiêu chuẩn của họ để người mua phê duyệt.
- Các đầu hở của khớp nối và mặt bích phải được cung cấp các nút hoặc nắp bảo vệ bằng nhựa chịu lực cao. Đối với các đầu vát, các nắp phải bảo vệ toàn bộ diện tích của góc xiên.
- Vật liệu chống thấm nước phải được sử dụng cho vật liệu thép không gỉ để bảo vệ chống lại sự tấn công của clo khi tiếp xúc với không khí nước mặn.
- Các mặt hàng thép carbon và thép không gỉ không được phép lưu trữ cùng nhau và phải được đóng gói riêng.

