





1. ดัดท่อ:
การดัดท่อเป็นคำศัพท์ทั่วไปสำหรับกระบวนการขึ้นรูปโลหะที่ใช้ขึ้นรูปท่อหรือท่ออย่างถาวร เราต้องแยกความแตกต่างระหว่างขั้นตอนการดัดโค้งแบบผูกกับแบบฟอร์มและแบบดัดโค้งอิสระ รวมถึงระหว่างขั้นตอนการขึ้นรูปด้วยความร้อนและการขึ้นรูปเย็น
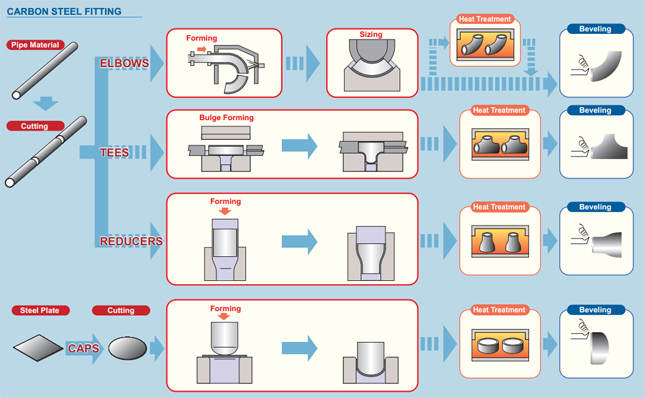
2. กระบวนการ:
การดัดท่อเป็นกระบวนการเริ่มต้นด้วยการใส่ท่อเข้าไปในเครื่องดัดท่อหรือท่อ แล้วจับยึดให้เข้าที่ระหว่างแม่พิมพ์สองตัว ได้แก่ บล็อกหนีบและแม่พิมพ์ขึ้นรูป นอกจากนี้ ท่อยังถูกยึดอย่างหลวมๆ ด้วยแม่พิมพ์อีกสองตัว ได้แก่ แม่พิมพ์ไวเปอร์และแม่พิมพ์แรงดัน
กระบวนการดัดท่อเกี่ยวข้องกับการใช้แรงเชิงกลเพื่อดันท่อหรือท่อสต็อกวัสดุเข้ากับแม่พิมพ์ เพื่อบังคับให้ท่อหรือท่อสอดคล้องกับรูปร่างของแม่พิมพ์ บ่อยครั้งที่ท่อสต็อกจะถูกยึดไว้อย่างแน่นหนาในขณะที่ปลายหมุนและหมุนไปรอบๆ แม่พิมพ์ การประมวลผลรูปแบบอื่น ๆ รวมถึงการดันสต็อกผ่านลูกกลิ้งที่โค้งงอให้เป็นเส้นโค้งที่เรียบง่าย [2] สำหรับกระบวนการดัดท่อบางประเภท แมนเดรลจะถูกวางไว้ภายในท่อเพื่อป้องกันการยุบตัว ท่อถูกยึดให้ตึงด้วยดายไวเปอร์เพื่อป้องกันรอยพับระหว่างเกิดแรงเค้น แม่พิมพ์ไวเปอร์มักทำจากโลหะผสมที่อ่อนกว่า เช่น อลูมิเนียมหรือทองเหลือง เพื่อหลีกเลี่ยงไม่ให้วัสดุเกิดการโค้งงอหรือเกิดรอยขีดข่วน
กดดัด:
การดัดแบบกดอาจเป็นกระบวนการดัดแบบแรกที่ใช้กับท่อและท่อเย็น ในขั้นตอนนี้ แม่พิมพ์ที่มีรูปร่างโค้งงอจะถูกกดเข้ากับท่อเพื่อบังคับให้ท่อพอดีกับรูปร่างของโค้งงอ เนื่องจากท่อไม่ได้รับการรองรับภายใน รูปร่างของท่อจึงผิดรูป ส่งผลให้หน้าตัดเป็นรูปวงรี กระบวนการนี้ใช้ในกรณีที่ไม่จำเป็นต้องมีหน้าตัดที่สอดคล้องกันของท่อ แม้ว่าแม่พิมพ์ตัวเดียวสามารถสร้างรูปทรงได้หลากหลาย แต่จะใช้ได้กับท่อและรัศมีขนาดเดียวเท่านั้น
การดัดแบบหมุน:
เครื่องมือเต็มรูปแบบสำหรับการดัดแบบหมุน
การดัดงอแบบหมุน (RDB) เป็นเทคโนโลยีที่แม่นยำ เนื่องจากการโค้งงอโดยใช้เครื่องมือหรือ "ชุดแม่พิมพ์" ซึ่งมีรัศมีเส้นกึ่งกลางคงที่ (CLR) หรือระบุเป็นรัศมีการดัดเฉลี่ย (Rm)
การดัดม้วน:
ในระหว่างกระบวนการดัดโค้ง ท่อ การอัดขึ้นรูป หรือของแข็งจะถูกส่งผ่านชุดลูกกลิ้ง (โดยทั่วไปมี 3 ชุด) ซึ่งใช้แรงดันกับท่อค่อยๆ เปลี่ยนรัศมีการโค้งงอในท่อ เครื่องดัดม้วนแบบปิระมิดมีม้วนแบบเคลื่อนที่ได้หนึ่งม้วน ซึ่งมักจะเป็นม้วนด้านบน เครื่องดัดม้วนแบบ Double pinch มีม้วนแบบปรับได้สองม้วน โดยปกติจะเป็นม้วนด้านล่างและม้วนบนแบบตายตัว วิธีการดัดงอนี้ทำให้เกิดการเสียรูปในส่วนตัดขวางของท่อน้อยมาก กระบวนการนี้เหมาะสำหรับการผลิตขดลวดของท่อและการโค้งงอที่นุ่มนวลยาวเช่นเดียวกับที่ใช้ในระบบโครงถัก
การเหนี่ยวนำการดัด:
ขดลวดเหนี่ยวนำจะถูกวางรอบๆ ส่วนเล็กๆ ของท่อที่จุดโค้งงอ จากนั้นจะถูกให้ความร้อนด้วยการเหนี่ยวนำที่อุณหภูมิระหว่าง 800 ถึง 2,200 องศาฟาเรนไฮต์ (430 ถึง 1,200 C) ในขณะที่ท่อยังร้อนอยู่ แรงดันจะถูกวางลงบนท่อเพื่องอท่อ จากนั้นท่อสามารถดับได้ด้วยอากาศหรือสเปรย์น้ำ หรือระบายความร้อนด้วยอากาศโดยรอบ
การดัดแบบเหนี่ยวนำใช้ในการสร้างโค้งสำหรับการใช้งานที่หลากหลาย เช่น แนวท่อ (ผนังบาง) สำหรับทั้งต้นน้ำและปลายน้ำ และบนและนอกชายฝั่งของอุตสาหกรรมปิโตรเคมี ชิ้นส่วนโครงสร้างรัศมีขนาดใหญ่สำหรับอุตสาหกรรมก่อสร้าง ผนังหนารัศมีโค้งงอสั้นสำหรับอุตสาหกรรมผลิตไฟฟ้าและระบบทำความร้อนในเมือง
ข้อดีที่สำคัญของการดัดแบบเหนี่ยวนำคือ:
ไม่จำเป็นต้องมีแมนเดรล
สามารถเลือกรัศมีการโค้งงอและมุม (1°-180°) ได้อย่างอิสระ
รัศมีและมุมโค้งที่แม่นยำสูง
สามารถผลิตแกนท่อที่แม่นยำได้อย่างง่ายดาย
สามารถประหยัดได้มากจากการเชื่อมภาคสนาม
สามารถรองรับท่อได้หลากหลายขนาดในเครื่องเดียว (1” OD ถึง 80” OD)
ค่าการทำให้ผนังบางและรูปไข่ดีเยี่ยม
ครอบคลุมมิติของผลิตภัณฑ์ Wrought Product (WP) แล้ว
ASME B16.9- ซึ่งเป็นมาตรฐานสำหรับอุปกรณ์เชื่อมแบบ Wrought Butt-welding ที่ผลิตจากโรงงานสำหรับขนาด NPS 1⁄₂ ถึง NPS 48” และ
และ B16.28- ซึ่งเป็นมาตรฐานสำหรับข้อศอกรัศมีสั้นเชื่อมชนเหล็กดัดและการส่งคืนสำหรับขนาด NPS 1⁄₂ ถึง NPS 24”
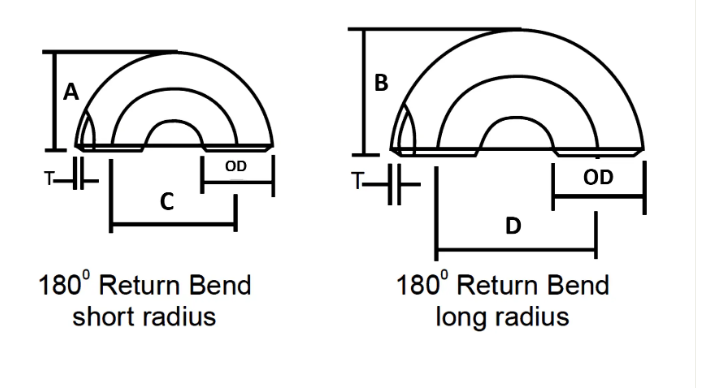
| ขนาดท่อที่กำหนด | เส้นผ่านศูนย์กลางภายนอก | กลับสู่ใบหน้า | จากศูนย์กลางสู่ศูนย์กลาง | ||
| นิ้ว | OD | A | B | C | D |
| 1/2 | 21.3 | 48 | - | 76 | - |
| 3/4 | 26.7 | 43 | - | 57 | - |
| 1 | 33.4 | 56 | 41 | 76 | 51 |
| 1 1/4 | 42.2 | 70 | 52 | 95 | 64 |
| 1 1/2 | 48.3 | 83 | 62 | 114 | 76 |
| 2 | 60.3 | 106 | 81 | 152 | 102 |
| 2 1/2 | 73 | 132 | 100 | 191 | 127 |
| 3 | 88.9 | 159 | 121 | 229 | 152 |
| 3 1/2 | 101.6 | 184 | 140 | 267 | 178 |
| 4 | 114.3 | 210 | 159 | 305 | 203 |
| 5 | 141.3 | 262 | 197 | 381 | 254 |
| 6 | 168.3 | 313 | 237 | 457 | 305 |
| 8 | 219.1 | 414 | 313 | 610 | 406 |
| 10 | 273.1 | 518 | 391 | 762 | 508 |
| 12 | 323.9 | 619 | 467 | 914 | 610 |
| 14 | 355.6 | 711 | 533 | 1,067 | 711 |
| 16 | 406.4 | 813 | 610 | 1219 | 813 |
| 18 | 457.2 | 914 | 686 | 1372 | 914 |
| 20 | 508 | 1016 | 762 | 1524 | 1016 |
| 22 | 559 | 1118 | 838 | 1676 | 1118 |
| 24 | 610 | 1219 | 914 | 1829 | 1219 |
ความอดทนขนาดอุปกรณ์ท่อตาม ASME B16.9
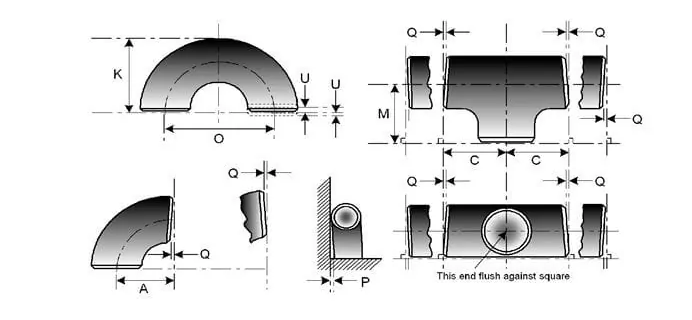
| ขนาดท่อที่กำหนด | อุปกรณ์ทั้งหมด | อุปกรณ์ทั้งหมด | อุปกรณ์ทั้งหมด | ข้อศอกและเสื้อยืด | โค้งกลับ 180 องศา | โค้งกลับ 180 องศา | โค้งกลับ 180 องศา | ลด | ตัวพิมพ์ใหญ่ |
| กรมอุทยานฯ | OD ที่เอียง (1), (2) | ไอดีตอนท้าย (1), (3), (4) | ความหนาของผนัง (3) | มิติจากศูนย์กลางถึงปลาย A,B,C,M | จากศูนย์กลางสู่ศูนย์กลาง O | หันหน้าเข้าหากันเค | การจัดตำแหน่งของ Ends U | ความยาวรวม H | ความยาวโดยรวม E |
| ½ ถึง 2½ | 0.06 -0.03 | 0.03 | ไม่น้อยกว่า 87.5% ของความหนาระบุ | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.12 |
| 3 ถึง 3 ½ | 0.06 | 0.06 | ไม่น้อยกว่า 87.5% ของความหนาระบุ | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.12 |
| 4 | 0.06 | 0.06 | ไม่น้อยกว่า 87.5% ของความหนาระบุ | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.12 |
| 5 ถึง 8 | 0.09 -0.06 | 0.06 | ไม่น้อยกว่า 87.5% ของความหนาระบุ | 0.06 | 0.25 | 0.25 | 0.03 | 0.06 | 0.25 |
| 10 ถึง 18 | 0.16 -0.12 | 0.12 | ไม่น้อยกว่า 87.5% ของความหนาระบุ | 0.09 | 0.38 | 0.25 | 0.06 | 0.09 | 0.25 |
| 20 ถึง 24 | 0.25 -0.19 | 0.19 | ไม่น้อยกว่า 87.5% ของความหนาระบุ | 0.09 | 0.38 | 0.25 | 0.06 | 0.09 | 0.25 |
| 26 ถึง 30 | 0.25 -0.19 | 0.19 | ไม่น้อยกว่า 87.5% ของความหนาระบุ | 0.12 | - | - | - | 0.19 | 0.38 |
| 32 ถึง 48 | 0.25 -0.19 | 0.19 | ไม่น้อยกว่า 87.5% ของความหนาระบุ | 0.19 | - | - | - | 0.19 | 0.38 |
โลหะผสมนิกเกิล
ASTM / ASME SB 336 UNS 2200 ( นิกเกิล 200 ), UNS 2201 (นิกเกิล 201 ), UNS 4400 (MONEL 400 ), UNS 8020 ( โลหะผสม 20 / 20 CB 3, UNS 8825 INCONEL (825), UNS 6600 (INCONEL 600 ), UNS 6601 ( INCONEL 601 ), UNS 6625 (INCONEL 625), UNS 10276 ( HASTELLOY C 276 )
สแตนเลส
ASTM / ASME SA 403 GR WP “S” / “W” / ” WX” 304 , 304L, 304H, 304N, 304LN, 309, 310H, 316, 316H, 317, 317L, 321, 321H, 347, 347 H.
ดูเพล็กซ์สตีล
ASTM / ASME SA 815 หมายเลข UNS 31803, S 32205, S 32550, S 32750, S 32760
เหล็กกล้าคาร์บอน
ASTM / ASME 234 WPB, WPC ASTM / ASME 860 WPHY 42, WPHY 46, WPHY 52, WPH 60, WPHY 65 และ WPHY 70
โลหะผสมเหล็ก
ASTM / ASME 234 WP 1, WP 5, WP 9, WP 11, WP 12, WP 22, WP 23, WP 91
| เนื้อหาองค์ประกอบทางเคมี | คุณสมบัติทางกล | ||||||||||
| หมายเลขวัสดุ | C | Mn | Si | S | P | Cr | Mo | Ni | ความต้านทานแรงดึง | ความแข็งแรงของผลผลิต | การยืดตัว |
| A234 ดับบลิวพีบี | ≤0.3 | 0.29-1.06 | ≥0.1 | ≤0.058 | ≤0.05 | / | / | / | 415-585 | ≥240 | ≥30 |
| A234 WP5 | ≤0.15 | ≤0.6 | ≤0.5 | ≤0.04 | ≤0.03 | 4-6 | 0.44-0.65 | / | 415-585 | ≥205 | ≥20 |
| A403 WP304 | ≤0.08 | ≤2 | ≤1 | ≤0.040 | ≤0.030 | 18-20 | / | 8-11 | ≥515 | ≥205 | ≥30 |
| A403 WP316L | ≤0.03 | ≤2 | ≤1 | ≤0.045 | ≤0.03 | 16-18 | 2-3 | 10-15 | ≥485 | ≥170 | ≥30 |
| WPHY60 | ≤0.20 | 1-1.45 | 0.15-0.4 | ≤0.015 | ≤0.030 | / | / | / | ≥515 | ≥415 | / |
การทาน้ำมันแบบเบา, การทาสีดำ, การเคลือบป้องกันการกัดกร่อน PE / 3PE
ข้อกำหนดการปูกระดานโค้งแบบเหนี่ยวนำร้อน
เรามุ่งเน้นทุกขั้นตอนเพื่อรับประกันคุณภาพ แพคเกจที่เรามักใช้คือวางข้อศอกท่อเหล็กด้วยถุงโพลีที่เป็นมิตรต่อสิ่งแวดล้อม จากนั้นในกรณีไม้หรือแผ่นไม้รมควันฟรี เรายังยอมรับแพคเกจที่กำหนดเองเช่น OEM โดยการเจรจา
- วัสดุจะต้องบรรจุพร้อมสำหรับการส่งออกในลักษณะที่ช่วยให้ง่ายต่อการจัดการและป้องกันความเสียหาย ผู้ขายจะต้องส่งขั้นตอนการบรรจุมาตรฐานของตนไปยังผู้ซื้อเพื่อขออนุมัติ
- ปลายเปิดของข้อต่อและหน้าแปลนจะต้องมาพร้อมกับปลั๊กหรือฝาปิดป้องกันพลาสติกสำหรับงานหนัก สำหรับปลายแบบเอียง ฝาปิดจะต้องป้องกันพื้นที่ทั้งหมดของมุมเอียง
- วัสดุกั้นน้ำจะต้องใช้สำหรับวัสดุสแตนเลสเพื่อป้องกันการโจมตีของคลอรีนโดยการสัมผัสกับบรรยากาศของน้ำเค็ม
- ไม่อนุญาตให้จัดเก็บสินค้าประเภทเหล็กคาร์บอนและสแตนเลสไว้ด้วยกันและจะต้องบรรจุแยกกัน

