
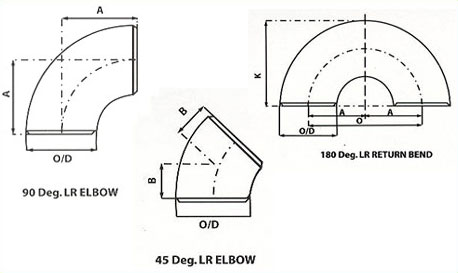
ข้องอคือข้อต่อท่อที่ใช้เป็นจุดเชื่อมต่อระหว่างท่อความยาวสองเส้นเพื่อสร้างการเปลี่ยนแปลงทิศทางการไหลของท่อ โดยปกติจะทำมุม 90°, 45° หรือ 180° ข้อศอกมักเรียกกันว่าส่วนโค้ง และมีจำหน่ายในวัสดุหลายประเภท เช่น สเตนเลส เหล็กคาร์บอน โลหะผสม โลหะผสมนิกเกิล ดูเพล็กซ์ และคิวโปรนิกเกิล
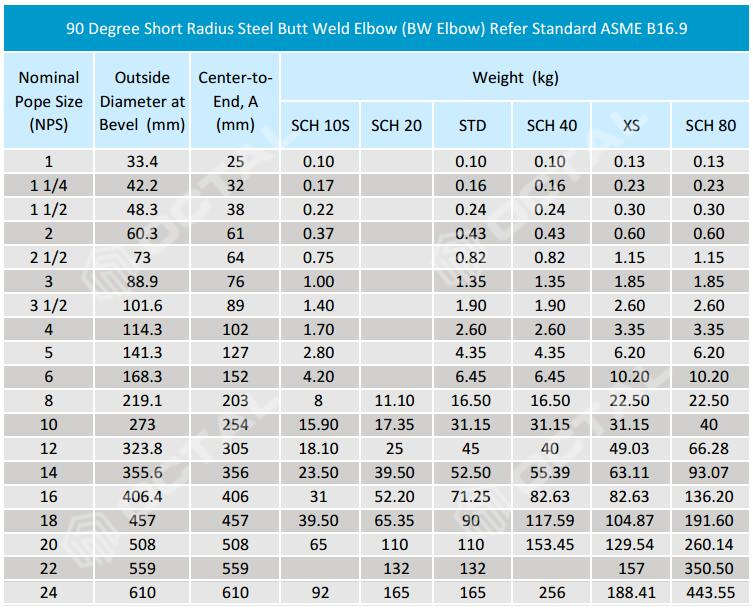
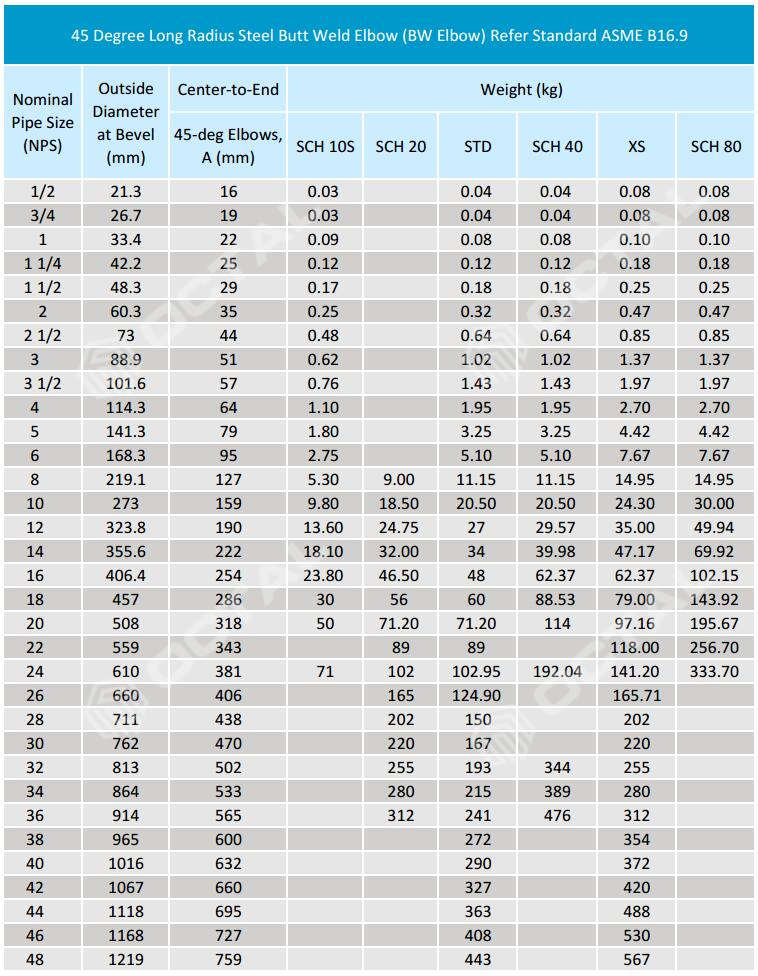
เรียกอีกอย่างว่าการโค้งงอ 90° ข้อศอก 90° ผลิตขึ้นเป็นข้อศอก SR (รัศมีสั้น) และข้อศอก LR (รัศมียาว) โดยทั่วไปแล้วข้อศอก 45° จะทำเป็นข้อศอก LR (รัศมียาว)
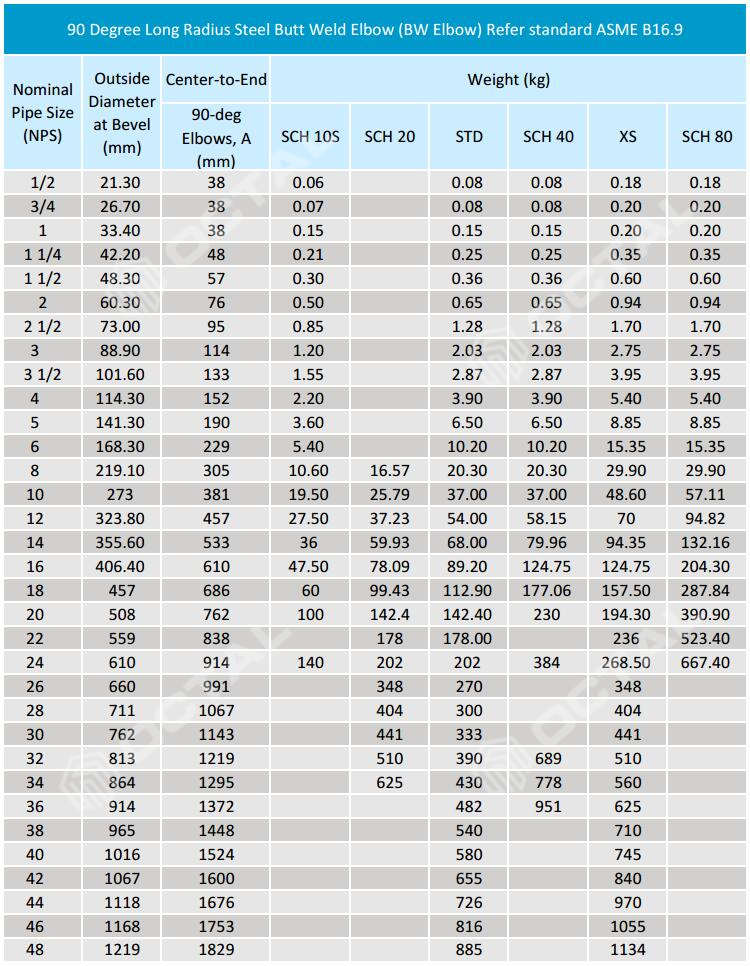
ข้อศอกรัศมียาวมีระยะจากศูนย์กลางถึงปลายที่ 1.5 เท่าของ NPS ในหน่วยนิ้ว (R = 1.5D) ในขณะที่รัศมีสั้นเท่ากับ NPS ในหน่วยนิ้ว (R = 1.0D) = โดยทั่วไปจะใช้ข้อศอกรัศมีสั้น ในพื้นที่แคบ และใช้ข้อศอกรัศมียาวเมื่อมีที่ว่างและการไหลมีความสำคัญมากกว่า นอกจากนี้เรายังสามารถผลิตและจัดหาข้อศอกเหล็กคาร์บอนและข้อศอกสแตนเลสในมุมขนาดที่ไม่ได้มาตรฐาน เช่น 60°, 100°, 120° หรือ 150°
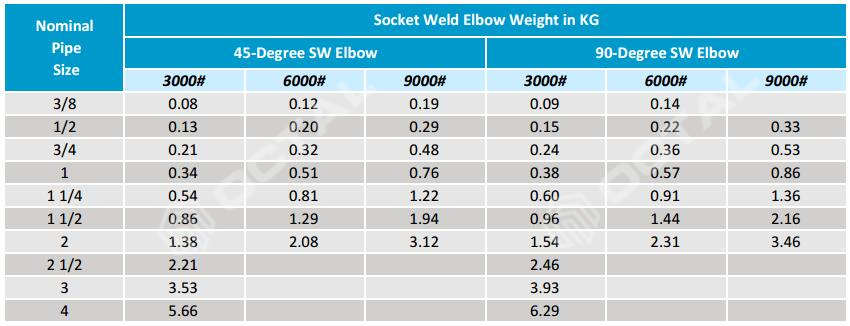
ปลายอาจนำไปกลึงสำหรับการเชื่อมแบบชน เกลียว (โดยปกติจะเป็นตัวเมีย) หรือแบบซ็อกเก็ต ฯลฯ เมื่อปลายทั้งสองมีขนาดต่างกัน ข้อต่อดังกล่าวเรียกว่าข้อศอกลดหรือข้อศอกลด
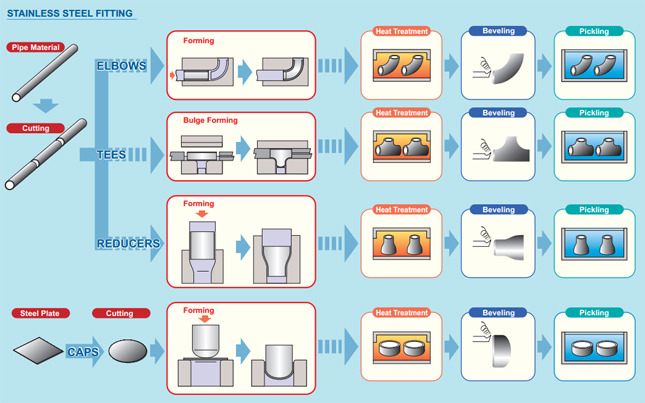
กระบวนการผลิตข้อศอกแบบไม่มีรอยต่อ (การดัดด้วยความร้อนและการดัดเย็น)
หนึ่งในวิธีการทั่วไปในการผลิตข้อศอกคือการดัดด้วยแมนเดรลร้อนจากท่อเหล็กตรง หลังจากให้ความร้อนแก่ท่อเหล็กที่อุณหภูมิสูงแล้ว ท่อจะถูกดัน ขยาย และโค้งงอโดยใช้เครื่องมือด้านในของแมนเดรลทีละขั้นตอน การใช้การดัดแมนเดรลแบบร้อนสามารถสร้างข้อศอกแบบไม่มีรอยต่อขนาดกว้างได้ ลักษณะเฉพาะของการดัดแมนเดรลนั้นขึ้นอยู่กับรูปร่างและขนาดของแมนเดรลเป็นอย่างยิ่ง ข้อดีของการใช้ข้อศอกดัดร้อน ได้แก่ ส่วนเบี่ยงเบนความหนาน้อยกว่าและรัศมีการโค้งงอที่แข็งแกร่งกว่าวิธีการดัดแบบอื่น ในขณะเดียวกัน การใช้การดัดแทนการโค้งงอสำเร็จรูปจะช่วยลดจำนวนการเชื่อมที่จำเป็นได้อย่างมาก ซึ่งจะช่วยลดปริมาณงานที่ต้องการและเพิ่มคุณภาพและการใช้งานของท่อ อย่างไรก็ตาม การดัดเย็นเป็นกระบวนการดัดท่อเหล็กตรงที่อุณหภูมิปกติในเครื่องดัด การดัดเย็นเหมาะสำหรับท่อที่มีเส้นผ่านศูนย์กลางภายนอก 17.0 ถึง 219.1 มม. และความหนาของผนัง 2.0 ถึง 28.0 มม. รัศมีการดัดที่แนะนำคือ 2.5 x Do โดยปกติจะมีรัศมีการดัดงอ 40D การดัดด้วยความเย็นจะทำให้ได้ข้อศอกที่มีรัศมีเล็กๆ แต่ต้องห่อด้านในด้วยทรายเพื่อป้องกันการเกิดรอยยับ การดัดด้วยความเย็นเป็นวิธีการดัดที่รวดเร็วและราคาไม่แพง เป็นทางเลือกในการแข่งขันสำหรับการผลิตท่อและชิ้นส่วนเครื่องจักร
กระบวนการผลิตข้อศอกเชื่อม (เล็ก & ใหญ่)
ข้องอเชื่อมทำจากแผ่นเหล็กจึงไม่ใช่ข้องอเหล็กไร้ตะเข็บ ใช้แม่พิมพ์กดแผ่นเหล็กให้เป็นรูปศอก แล้วเชื่อมตะเข็บให้เป็นข้องอเหล็ก เป็นวิธีการผลิตข้อศอกแบบเก่า ไม่กี่ปีที่ผ่านมาข้อศอกขนาดเล็กเกือบจะผลิตจากท่อเหล็กแล้ว สำหรับข้อศอกขนาดใหญ่ การสร้างข้อศอกที่มีขนาดเกิน 36 นิ้ว OD จากท่อเหล็กเป็นเรื่องยากมาก จึงมักทำจากแผ่นเหล็ก กดแผ่นให้เป็นรูปครึ่งศอก แล้วเชื่อมทั้งสองซีกเข้าด้วยกัน เนื่องจากข้อศอกเชื่อมอยู่ในตัว การตรวจสอบรอยเชื่อมจึงมีความจำเป็น โดยทั่วไปเราใช้การตรวจเอ็กซ์เรย์เป็น NDT
มาตรฐาน ASTM A234
ข้อกำหนดนี้ครอบคลุมถึงอุปกรณ์เหล็กกล้าคาร์บอนดัดและโลหะผสมเหล็กที่มีโครงสร้างไร้รอยต่อและแบบเชื่อม เว้นแต่มีการระบุการก่อสร้างที่ไร้รอยต่อหรือแบบเชื่อมตามลำดับ อาจได้รับการตกแต่งตามตัวเลือกของซัพพลายเออร์ อุปกรณ์ก่อสร้างแบบเชื่อมทั้งหมดตามมาตรฐานนี้มาพร้อมกับการถ่ายภาพรังสี 100% ภายใต้ ASTM A234 มีหลายเกรดให้เลือก ขึ้นอยู่กับองค์ประกอบทางเคมี การเลือกจะขึ้นอยู่กับวัสดุท่อที่เชื่อมต่อกับอุปกรณ์เหล่านี้
| ข้อกำหนดด้านแรงดึง | ดับบลิวบี | WPC, WP11CL2 | WP11CL1 | WP11CL3 |
| ความต้านแรงดึง, นาที, ksi[MPa] | 60-85 | 70-95 | 60-85 | 75-100 |
| (ออฟเซ็ต 0.2% หรือส่วนขยาย 0.5% ขณะโหลด) | [415-585] | [485-655] | [415-585] | [520-690] |
| ความแข็งแรงของผลผลิต, นาที, ksi[MPa] | 32 | 40 | 30 | 45 |
| [240] | [275] | [205] | [310] |
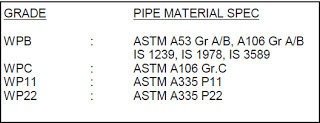
เกรดบางส่วนที่มีอยู่ภายใต้ข้อกำหนดนี้และข้อกำหนดวัสดุท่อที่เชื่อมต่อที่เกี่ยวข้องมีดังต่อไปนี้:
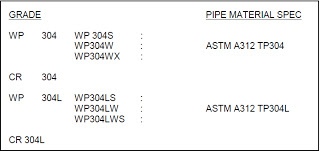
มาตรฐาน ASTM A403
ข้อมูลจำเพาะนี้ครอบคลุมประเภททั่วไปสองประเภทคือ WP และ CR ของอุปกรณ์สแตนเลสออสเทนนิติกดัดขึ้นรูปที่มีโครงสร้างไร้รอยต่อและแบบเชื่อม
อุปกรณ์คลาส WP ผลิตขึ้นตามข้อกำหนดของ ASME B16.9 และ ASME B16.28 และแบ่งออกเป็นสามคลาสย่อยดังนี้:
- WP – Sผลิตจากผลิตภัณฑ์ที่ไร้รอยต่อโดยวิธีการผลิตที่ไร้รอยต่อ
- WP – W อุปกรณ์เหล่านี้ประกอบด้วยรอยเชื่อมและรอยเชื่อมทั้งหมดที่ทำโดยผู้ผลิตข้อต่อ รวมถึงการเชื่อมเริ่มต้นของท่อ หากท่อถูกเชื่อมด้วยการเติมวัสดุตัวเติมจะถูกถ่ายภาพด้วยรังสี อย่างไรก็ตาม จะไม่มีการถ่ายภาพรังสีสำหรับการเชื่อมท่อเริ่มต้น หากเชื่อมท่อโดยไม่ได้เติมวัสดุตัวเติม
- WP-WX อุปกรณ์เหล่านี้ประกอบด้วยรอยเชื่อมและรอยเชื่อมทั้งหมดไม่ว่าจะทำโดยผู้ผลิตข้อต่อหรือโดยผู้ผลิตวัสดุเริ่มต้นจะถูกถ่ายภาพด้วยรังสี
อุปกรณ์ฟิตติ้ง Class CR ผลิตขึ้นตามข้อกำหนดของ MSS-SP-43 และไม่จำเป็นต้องมีการตรวจสอบแบบไม่ทำลาย
ภายใต้ ASTM A403 มีหลายเกรดให้เลือก ขึ้นอยู่กับองค์ประกอบทางเคมี การเลือกจะขึ้นอยู่กับวัสดุท่อที่เชื่อมต่อกับอุปกรณ์เหล่านี้ เกรดบางส่วนที่มีอยู่ภายใต้ข้อกำหนดนี้และข้อกำหนดวัสดุท่อที่เชื่อมต่อที่เกี่ยวข้องมีดังต่อไปนี้:
มาตรฐาน ASTM A420
ข้อกำหนดนี้ครอบคลุมถึงเหล็กกล้าคาร์บอนดัดและข้อต่อเหล็กโลหะผสมที่มีโครงสร้างไร้รอยต่อและเชื่อมสำหรับใช้งานที่อุณหภูมิต่ำ ครอบคลุมสี่เกรด WPL6, WPL9, WPL3 & WPL8 ขึ้นอยู่กับองค์ประกอบทางเคมี อุปกรณ์เชื่อมต่อ WPL6 ได้รับการทดสอบแรงกระแทกที่อุณหภูมิ – 50° C, WPL9 ที่อุณหภูมิ -75° C, WPL3 ที่ -100° C และ WPL8 ที่อุณหภูมิ -195° C
พิกัดแรงดันที่อนุญาตสำหรับอุปกรณ์อาจคำนวณได้สำหรับท่อไร้ตะเข็บตรงตามกฎที่กำหนดในส่วนที่เกี่ยวข้องของ ASME B31.3
ความหนาของผนังท่อและประเภทของวัสดุจะต้องเป็นไปตามที่สั่งใช้ข้อต่อ โดยลักษณะเฉพาะของอุปกรณ์จะอยู่แทนเครื่องหมายแสดงระดับแรงดัน
| หมายเลขเหล็ก | พิมพ์ | องค์ประกอบทางเคมี | ||||||||||||
| C | Si | S | P | Mn | Cr | Ni | Mo | อื่น | อ็อบ | ออส | δ5 | HB | ||
| WPL6 | 0.3 | 0.15-0.3 | 0.04 | 0.035 | 0.6-1.35 | 0.3 | 0.4 | 0.12 | ซีบี:0.02;วี:0.08 | 415-585 | 240 | 22 | ||
| WPL9 | 0.2 | 0.03 | 0.03 | 0.4-1.06 | 1.6-2.24 | 435-610 | 315 | 20 | ||||||
| WPL3 | 0.2 | 0.13-0.37 | 0.05 | 0.05 | 0.31-0.64 | 3.2-3.8 | 450-620 | 240 | 22 | |||||
| WPL8 | 0.13 | 0.13-0.37 | 0.03 | 0.03 | 0.9 | 8.4-9.6 | 690-865 | 515 | 16 | |||||
การทาน้ำมันแบบเบา, การพ่นสีดำ, การชุบสังกะสี, การเคลือบป้องกันการกัดกร่อน PE / 3PE
บรรจุในกระท่อมไม้/ถาดไม้
ข้อกำหนดการบรรจุข้อศอกท่อเหล็ก
เรามุ่งเน้นทุกขั้นตอนเพื่อรับประกันคุณภาพ แพคเกจที่เรามักจะทำคือแพ็คข้อศอกท่อเหล็กด้วยถุงโพลีที่เป็นมิตรต่อสิ่งแวดล้อม จากนั้นในกล่องไม้หรือไม้รมควันฟรี
เพดานปาก นอกจากนี้เรายังรับแพ็คเกจแบบกำหนดเองเช่น OEM โดยการเจรจา
1. จะต้องบรรจุวัสดุเพื่อการส่งออกในลักษณะที่สะดวกต่อการขนถ่ายและป้องกันความเสียหาย ผู้ขายจะต้องส่งขั้นตอนการบรรจุมาตรฐานของตนไปยังผู้ซื้อเพื่อขออนุมัติ
2. ปลายเปิดของ ftingsg และหน้าแปลนจะต้องมาพร้อมกับปลั๊กหรือฝาปิดพลาสติกสำหรับงานหนัก สำหรับปลายที่เป็นกระดิ่ง ฝาครอบจะต้องป้องกันพื้นที่ทั้งหมดของมุมเอียง
3. ต้องใช้วัสดุกั้นน้ำสำหรับวัสดุสแตนเลสเพื่อป้องกันการโจมตีของคลอรีนโดยการสัมผัสกับบรรยากาศของน้ำเค็ม
4. ไม่อนุญาตให้จัดเก็บสิ่งของที่เป็นเหล็กคาร์บอนและสแตนเลสไว้ด้วยกันและจะต้องบรรจุแยกกัน