





عملية تصنيع الأنابيب الفولاذية غير الملحومة
عملية مطحنة مغزل
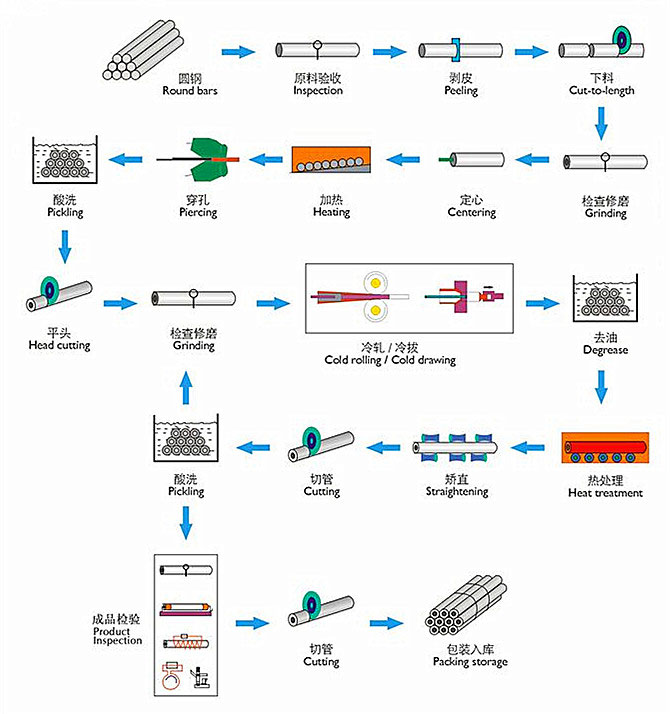
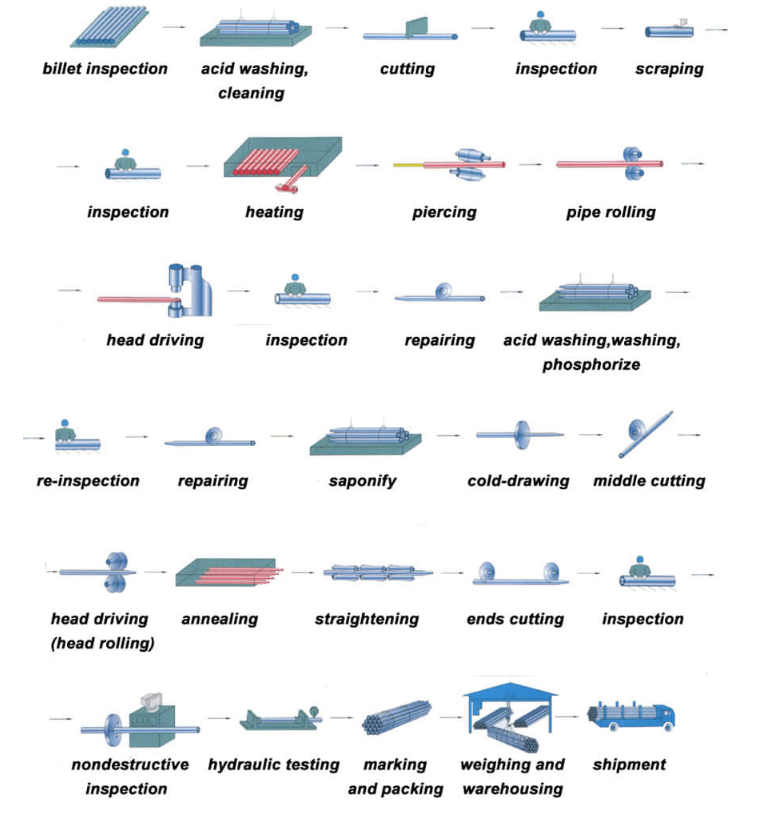
في عملية مطحنة الشياق، يتم استخدام جولة صلبة (البليت). يتم تسخينه في فرن تسخين الموقد الدوار ثم يتم ثقبه بواسطة ثاقب. يتم دحرجة البليت المثقوب أو القشرة المجوفة بواسطة مطحنة شياق لتقليل القطر الخارجي وسمك الجدار الذي يشكل أنبوبًا أمًا متعدد الأطوال. تتم إعادة تسخين الأنبوب الأم وتقليله إلى أبعاد محددة بواسطة مخفض التمدد. يتم بعد ذلك تبريد الأنبوب، وقطعه، وتسويته، وإخضاعه لعمليات التشطيب والفحص قبل الشحن.
عملية مطحنة المكونات بطريقة مان
في عملية مطحنة التوصيل، يتم استخدام جولة صلبة (البليت). يتم تسخينه بشكل موحد في فرن تسخين الموقد الدوار ثم يتم ثقبه بقطع رجل بطريقة ما. يتم تقليل قطر البليت المثقوب أو القشرة المجوفة من القطر الخارجي وسمك الجدار. يتم صقل الأنبوب المدرفل في نفس الوقت من الداخل والخارج بواسطة آلة اللف. يتم بعد ذلك تحديد حجم الأنبوب الملفوف بواسطة مطحنة التحجيم للأبعاد المحددة. من هذه الخطوة يمر الأنبوب عبر جهاز تمليس الشعر. هذه العملية تكمل العمل الساخن للأنبوب. الأنبوب (يشار إليه بالأنبوب الأم) بعد الانتهاء والفحص، يصبح منتجًا نهائيًا.
تطبيق الأنابيب SMLS
- الصناعة الكيميائية
- صناعة الورق
- صناعة الأسمدة
- صناعة القماش
- صناعة الطيران
- الصناعة النووية
- صناعة السوائل
- صناعة الغاز والنفط
- صناعة نقل الحرارة
- خدمة الضغط
- البناء والزينة
- الغلايات والمبادلات الحرارية
- قطع غيار السيارات
- جهاز طبي
- صناعة المواد الغذائية
- مواد البناء
نحن شركة متخصصة في تصنيع أنابيب الفولاذ المقاوم للصدأ. نحن نقدم أنابيب الفولاذ المقاوم للصدأ بأحجام مختلفة بالإضافة إلى الأنابيب الفولاذية وتجهيزات الأنابيب بمواصفات مختلفة.
مزايانا:
1. مزود خدمة المنتجات الرائد في الصين ومصدر للأنابيب الفولاذية
2. بأسعار تنافسية وجودة من المصنع الخاص بنا
3. تكامل الموارد وقفة واحدة
4. حصل على شهادة ISO9001، CE، SGS كل عام
5. أفضل خدمة مع استجابة على مدار 24 ساعة
6. طرق دفع مرنة
7. قدرة إنتاجية قوية
8. التسليم السريع والتعبئة والتغليف القياسية للتصدير
9. تصنيع المعدات الأصلية/تصنيع التصميم الشخصي
مميزات الأنابيب الفولاذية غير الملحومة
| أنواع | الاستخدامات |
| أغراض الهيكل | الهيكل العام والميكانيكي |
| الخدمات السائلة | نقل البترول والغاز والسوائل الأخرى |
| الضغط المنخفض والمتوسط | تصنيع البخار والغلايات |
| خدمة الأعمدة الهيدروليكية | الدعم الهيدروليكي |
| غلاف نصف عمود تلقائي | غلاف عمود التماس التلقائي |
| خط الأنابيب | نقل النفط والغاز |
| الأنابيب والغلاف | نقل النفط والغاز |
| أنابيب الحفر | حفر الآبار |
| أنابيب الحفر الجيولوجية | الحفر الجيولوجي |
| أنابيب تكسير البترول | أنابيب الفرن، التبادل الحراري |
البعد
| أنواع الأنابيب | حجم الأنابيب (مم) | التسامح | |
| المدرفلة على الساخن | OD | <50 | ± 0.50 مم |
| ≥50 | ±1% | ||
| WT | <4 | ±12.5% | |
| ≥4~20 | +15%، -12.5% | ||
| >20 | ±12.5% | ||
| مرسومة على البارد | OD | 6~10 | ± 0.20 مم |
| 10~30 | ± 0.40 ملم | ||
| 30~50 | ±0.45 | ||
| >50 | ±1% | ||
| WT | <1 | ± 0.15 ملم | |
| >1~3 | + 15%، – 10% | ||
| >3 | + 12.5%، – 10% | ||
متطلبات التركيب الكيميائي
| معيار | درجة | المكونات الكيميائية (٪) | الخواص الميكانيكية | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | قوة الشد (ميغاباسكال) | قوة العائد (ميغاباسكال) | استطالة (%) | ||
| أستم A53 | A | .250.25 | / | .90.95 | .050.05 | .0.06 | .150.15 | .40.40 | .080.08 | ≥330 | ≥205 | ≥29.5 |
| B | .30.30 | / | .21.2 | .050.05 | .0.06 | .150.15 | .40.40 | .080.08 | ≥415 | ≥240 | ≥29.5 | |
| معيار | درجة | المكونات الكيميائية (٪) | الخواص الميكانيكية | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | قوة الشد (ميغاباسكال) | قوة العائد (ميغاباسكال) | استطالة(٪) | ||
| أستم A106 | A | .30.30 | ≥0.10 | 0.29-1.06 | .035.035 | .035.035 | .150.15 | .40.40 | .080.08 | ≥415 | ≥240 | ≥30 |
| B | .30.35 | ≥0.10 | 0.29-1.06 | .035.035 | .035.035 | .150.15 | .40.40 | .080.08 | ≥485 | ≥275 | ≥30 | |
| معيار | درجة | المكونات الكيميائية (٪) | الخواص الميكانيكية | ||||||
| c | Si | Mn | P | S | قوة الشد (ميغاباسكال) | قوة العائد (ميغاباسكال) | استطالة(٪) | ||
| أستم A179 | أ179 | 0.06-0.18 | / | 0.27-0.63 | .035.035 | .035.035 | ≥325 | ≥180 | ≥35 |
| معيار | درجة | المكونات الكيميائية (٪) | الخواص الميكانيكية | ||||||
| c | Si | Mn | P | S | قوة الشد (ميغاباسكال) | قوة العائد (ميغاباسكال) | استطالة(٪) | ||
| أستم A192 | أ192 | 0.06-0.18 | .250.25 | 0.27-0.63 | .035.035 | .035.035 | ≥325 | ≥180 | ≥35 |
| معيار | درجة | المكونات الكيميائية | قوة الشد (دقيقة) | قوة العائد (دقيقة) | |||
| C | Mn | P | S | الآلام والكروب الذهنية | الآلام والكروب الذهنية | ||
| API 5L PSL1 | A | 0.22 | 0.90 | 0.030 | 0.030 | 331 | 207 |
| B | 0.28 | 1.20 | 0.030 | 0.030 | 414 | 241 | |
| X42 | 0.28 | 1.30 | 0.030 | 0.030 | 414 | 290 | |
| X46 | 0.28 | 1.40 | 0.030 | 0.030 | 434 | 317 | |
| X52 | 0.28 | 1.40 | 0.030 | 0.030 | 455 | 359 | |
| X56 | 0.28 | 1.40 | 0.030 | 0.030 | 490 | 386 | |
| X60 | 0.28 | 1.40 | 0.030 | 0.030 | 517 | 414 | |
| X65 | 0.28 | 1.40 | 0.030 | 0.030 | 531 | 448 | |
| X70 | 0.28 | 1.40 | 0.030 | 0.030 | 565 | 483 | |
| معيار | درجة | المكونات الكيميائية | قوة الشد (دقيقة) | قوة العائد (دقيقة) | |||
| C | Mn | P | S | الآلام والكروب الذهنية | الآلام والكروب الذهنية | ||
| API 5L PSL2 | B | 0.24 | 1.20 | 0.025 | 0.015 | 414 | 241 |
| X42 | 0.24 | 1.30 | 0.025 | 0.015 | 414 | 290 | |
| X46 | 0.24 | 1.40 | 0.025 | 0.015 | 434 | 317 | |
| X52 | 0.24 | 1.40 | 0.025 | 0.015 | 455 | 359 | |
| X56 | 0.24 | 1.40 | 0.025 | 0.015 | 490 | 386 | |
| X60 | 0.24 | 1.40 | 0.025 | 0.015 | 517 | 414 | |
| X65 | 0.24 | 1.40 | 0.025 | 0.015 | 531 | 448 | |
| X70 | 0.24 | 1.40 | 0.025 | 0.015 | 565 | 483 | |
| X80 | 0.24 | 1.40 | 0.025 | 0.015 | 621 | 552 | |
عملية تصنيع الأنابيب الفولاذية غير الملحومة
الطلاء والطلاء:عارية، مزيتة بخفة، طلاء أسود/أحمر/أصفر، طلاء زنك/مضاد للتآكل
