





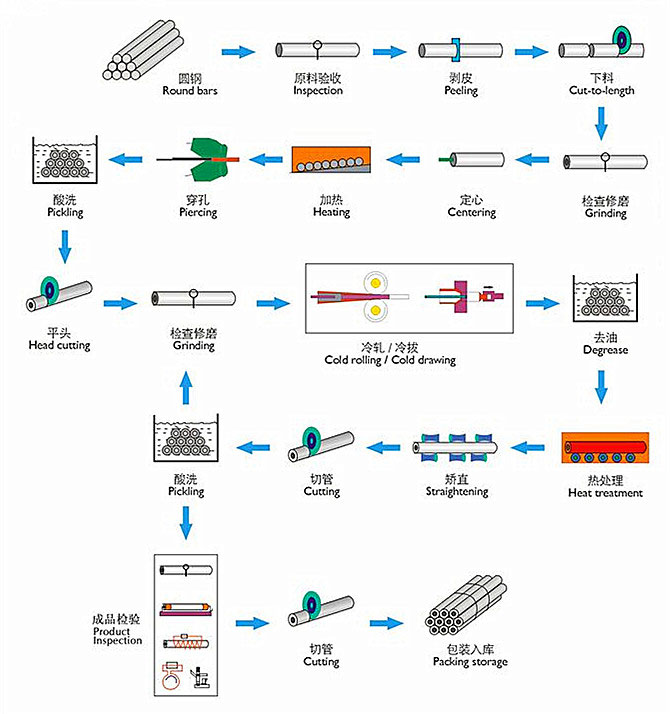
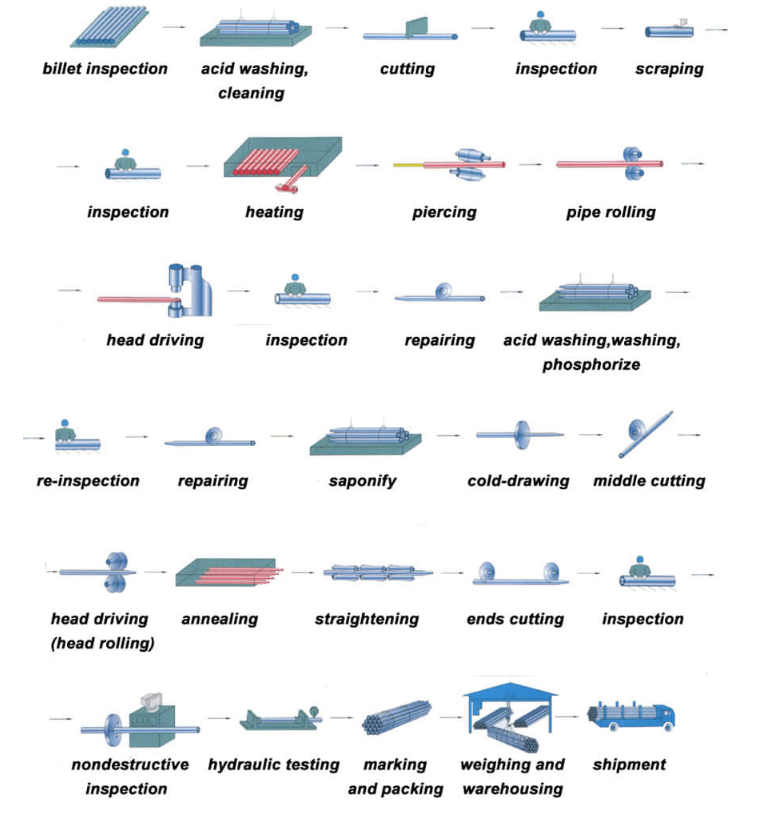
Процесс производства бесшовных стальных труб
Процесс оправочной мельницы
В процессе оправки используется твердый круг (заготовка). Его нагревают в нагревательной печи с вращающимся подом, а затем прокалывают прошивным станом. Прошитую заготовку или полую оболочку прокатывают на оправочном стане для уменьшения наружного диаметра и толщины стенки, в результате чего образуется исходная труба разной длины. Исходная трубка повторно нагревается и дополнительно уменьшается до заданных размеров с помощью редуктора растяжения. Затем трубу охлаждают, разрезают, выпрямляют и перед отправкой подвергают процессам отделки и проверки.
Процесс производства Manner Man Plug Mill
В процессе пробкового стана используется твердый круг (заготовка). Его равномерно нагревают в нагревательной печи с вращающимся подом, а затем прокалывают заготовками Маннера. Прошитую заготовку или полую оболочку прокатывают с уменьшением наружного диаметра и толщины стенки. Прокатанная труба одновременно полировалась изнутри и снаружи намоточной машиной. Затем намотанная труба калибруется на калибровочном стане до заданных размеров. На этом этапе трубка проходит через выпрямитель. Этот процесс завершает горячую обработку трубы. Трубка (называемая исходной трубкой) после отделки и проверки становится готовым продуктом.
Применение трубы SMLS
- Химическая промышленность
- Бумажная промышленность
- Промышленность удобрений
- Тканевая промышленность
- Авиационная промышленность
- Атомная промышленность
- Гидравлическая промышленность
- Газовая и нефтяная промышленность
- Теплопередающая промышленность
- Служба давления
- Строительные и декоративные
- Котлы и теплообменники
- Автозапчасти
- Медицинское оборудование
- Пищевая промышленность
- Строительные материалы
Мы являемся профессиональным производителем труб из нержавеющей стали. Мы предлагаем трубы из нержавеющей стали различных размеров, а также стальные трубы и фитинги различных спецификаций.
Наши преимущества:
1. Ведущий китайский поставщик услуг и экспортер стальных труб.
2. Конкурентоспособная цена и качество на нашей собственной фабрике.
3. Универсальная интеграция ресурсов
4. Ежегодно проходит сертификацию ISO9001, CE, SGS.
5. Лучший сервис с круглосуточной реакцией.
6. Гибкие способы оплаты
7. Сильная производственная мощность
8. Быстрая доставка и стандартная экспортная упаковка.
9. ОЭМ/ОДМ
Особенности бесшовных стальных труб
| Типы | Использование |
| Цели структуры | Общая конструкция и механика |
| Ликвидные услуги | Транспортировка нефти, газа и других жидкостей |
| Низкое и среднее давление | Производство пара и котлов |
| Обслуживание гидравлических столбов | Гидравлическая поддержка |
| Автоматический корпус полувала | Автоматическая фальцевая оболочка |
| Линейная труба | Транспортировка нефти и газа |
| Трубопроводы и кожухи | Транспортировка нефти и газа |
| Бурильные трубы | Бурение скважин |
| Геологические буровые трубы | Геологическое бурение |
| Трубы для крекинга нефти | Печные трубы, теплообмен |
Измерение
| Типы труб | Размер трубы (мм) | Допуски | |
| Горячекатаный | OD | <50 | ±0,50 мм |
| ≥50 | ±1% | ||
| WT | <4 | ±12,5% | |
| ≥4~20 | +15%, -12,5% | ||
| >20 | ±12,5% | ||
| Холоднотянутый | OD | 6~10 | ±0,20 мм |
| 10~30 | ±0,40 мм | ||
| 30~50 | ±0,45 | ||
| >50 | ±1% | ||
| WT | <1 | ±0,15 мм | |
| >1~3 | + 15%, – 10% | ||
| >3 | + 12,5%, – 10% | ||
Требования к химическому составу
| Стандартный | Оценка | Химические компоненты (%) | Механические свойства | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Прочность на растяжение (МПа) | Выходная прочность (МПа) | удлинение (%) | ||
| АСТМ А53 | A | ≤0,25 | / | ≤0,95 | ≤0,05 | ≤0,06 | ≤0,15 | ≤0,40 | ≤0,08 | ≥330 | ≥205 | ≥29,5 |
| B | ≤0,30 | / | ≤1,2 | ≤0,05 | ≤0,06 | ≤0,15 | ≤0,40 | ≤0,08 | ≥415 | ≥240 | ≥29,5 | |
| Стандартный | Оценка | Химические компоненты (%) | Механические свойства | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Предел прочности (МПа) | Выходная мощность (МПа) | Удлинение (%) | ||
| АСТМ А106 | A | ≤0,30 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,15 | ≤0,40 | ≤0,08 | ≥415 | ≥240 | ≥30 |
| B | ≤0,35 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,15 | ≤0,40 | ≤0,08 | ≥485 | ≥275 | ≥30 | |
| Стандартный | Оценка | Химические компоненты (%) | Механические свойства | ||||||
| c | Si | Mn | P | S | Прочность на растяжение (МПа) | Выходная прочность (МПа) | Удлинение (%) | ||
| АСТМ А179 | А179 | 0,06-0,18 | / | 0,27-0,63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | ≥35 |
| Стандартный | Оценка | Химические компоненты (%) | Механические свойства | ||||||
| c | Si | Mn | P | S | Прочность на растяжение (МПа) | Выходная прочность (МПа) | Удлинение (%) | ||
| АСТМ А192 | А192 | 0,06-0,18 | ≤0,25 | 0,27-0,63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | ≥35 |
| Стандартный | Оценка | Химические компоненты | Прочность на растяжение (мин) | Предел текучести (мин) | |||
| C | Mn | P | S | МПа | МПа | ||
| API 5L PSL1 | A | 0,22 | 0,90 | 0,030 | 0,030 | 331 | 207 |
| B | 0,28 | 1.20 | 0,030 | 0,030 | 414 | 241 | |
| х42 | 0,28 | 1.30 | 0,030 | 0,030 | 414 | 290 | |
| х46 | 0,28 | 1.40 | 0,030 | 0,030 | 434 | 317 | |
| Х52 | 0,28 | 1.40 | 0,030 | 0,030 | 455 | 359 | |
| Х56 | 0,28 | 1.40 | 0,030 | 0,030 | 490 | 386 | |
| Х60 | 0,28 | 1.40 | 0,030 | 0,030 | 517 | 414 | |
| х65 | 0,28 | 1.40 | 0,030 | 0,030 | 531 | 448 | |
| Х70 | 0,28 | 1.40 | 0,030 | 0,030 | 565 | 483 | |
| Стандартный | Оценка | Химические компоненты | Прочность на растяжение (мин) | Предел текучести (мин) | |||
| C | Mn | P | S | МПа | МПа | ||
| API 5L PSL2 | B | 0,24 | 1.20 | 0,025 | 0,015 | 414 | 241 |
| х42 | 0,24 | 1.30 | 0,025 | 0,015 | 414 | 290 | |
| х46 | 0,24 | 1.40 | 0,025 | 0,015 | 434 | 317 | |
| Х52 | 0,24 | 1.40 | 0,025 | 0,015 | 455 | 359 | |
| Х56 | 0,24 | 1.40 | 0,025 | 0,015 | 490 | 386 | |
| Х60 | 0,24 | 1.40 | 0,025 | 0,015 | 517 | 414 | |
| х65 | 0,24 | 1.40 | 0,025 | 0,015 | 531 | 448 | |
| Х70 | 0,24 | 1.40 | 0,025 | 0,015 | 565 | 483 | |
| х80 | 0,24 | 1.40 | 0,025 | 0,015 | 621 | 552 | |
Процесс производства бесшовных стальных труб
Покраска и покрытие:голый, слегка смазанный маслом, окраска чёрный/красный/жёлтый, цинковое/антикоррозийное покрытие
