





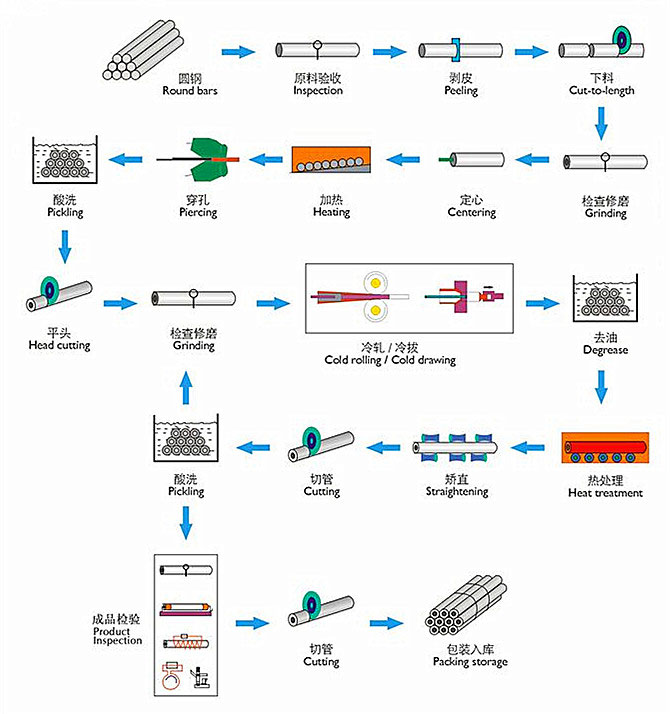
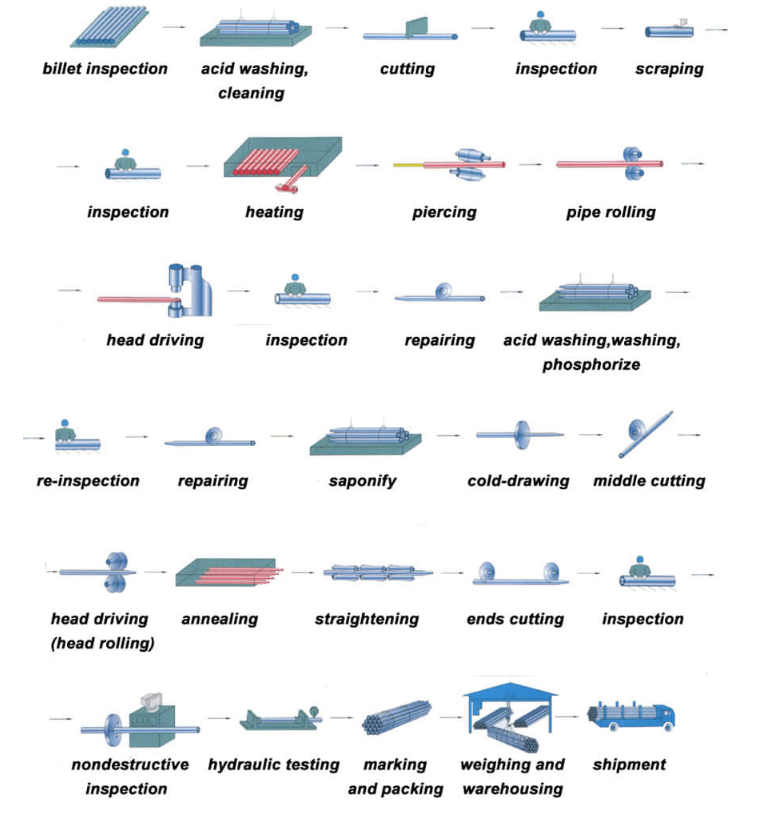
Proceso de fabricación de tubos de acero sin costura
Proceso de molino de mandril
En el proceso de molino de mandril, se utiliza una pieza sólida (tocho). Se calienta en un horno de solera rotativa y luego se perfora con un perforador. El tocho perforado o la carcasa hueca se lamina mediante un molino de mandril para reducir el diámetro exterior y el espesor de la pared, lo que forma un tubo madre de longitudes múltiples. El tubo madre se recalienta y se reduce aún más a las dimensiones especificadas mediante el reductor de estiramiento. Luego, el tubo se enfría, se corta, se endereza y se somete a procesos de acabado e inspección antes del envío.
Proceso del molino de enchufe Maner Man
En el proceso de molino de tapones, se utiliza una pieza sólida (tocho). Se calienta uniformemente en el horno de calentamiento de solera rotativa y luego se perfora en piezas mediante un hombre Maner. El tocho perforado o la carcasa hueca se reduce mediante laminación en cuanto a diámetro exterior y espesor de pared. El tubo enrollado se bruñe simultáneamente por dentro y por fuera mediante una máquina bobinadora. Luego, el tubo enrollado se dimensiona mediante un molino de dimensionamiento hasta las dimensiones especificadas. A partir de este paso el tubo pasa por la plancha. Este proceso completa el trabajo en caliente del tubo. El tubo (denominado tubo madre) después del acabado y la inspección, se convierte en un producto terminado.
Aplicación de tubería SMLS
- Industria química
- Industria del papel
- Industria de fertilizantes
- Industria textil
- Industria de la aviación
- Industria nuclear
- Industria de fluidos
- Industria del Gas y del Petróleo
- Industria de transmisión de calor
- Servicio de presión
- Construcción y Ornamental
- Calderas e Intercambiadores de Calor
- Autopartes
- Dispositivo médico
- Industria alimentaria
- Materiales de construcción
Somos un fabricante profesional de tubos de acero inoxidable. Proporcionamos tubos de acero inoxidable de diferentes tamaños, así como tubos de acero y accesorios para tuberías de diversas especificaciones.
Nuestras ventajas:
1. Proveedor de servicios de productos y exportador de tubos de acero líder en China
2. Precio competitivo y calidad de nuestra propia fábrica.
3. Integración integral de recursos
4. Pasó la certificación ISO9001, CE, SGS cada año.
5. El mejor servicio con respuesta las 24 horas
6. Métodos de pago flexibles
7. Fuerte capacidad de producción
8. Entrega rápida y embalaje estándar de exportación.
9.OEM/ODM
Características de la tubería de acero sin costura
| Tipos | Usos |
| Propósitos de la estructura | Estructura general y mecánica. |
| Servicios líquidos | Transporte de petróleo, gas y otros fluidos. |
| Baja y Media Presión | Fabricación de vapor y calderas. |
| Servicio de pilar hidráulico | Soporte hidráulico |
| Carcasa de semieje automático | Carcasa del eje de costura automática |
| Tubería de línea | Transporte de petróleo y gas |
| Tubería y revestimiento | Transporte de petróleo y gas |
| Tubos de perforación | perforación de pozos |
| Tuberías de perforación geológica | Perforación geológica |
| Tubos de craqueo de petróleo | Tubos de horno, intercambio de calor. |
Dimensión
| Tipos de tuberías | Tamaño del tubo(mm) | Tolerancias | |
| laminado en caliente | OD | <50 | ±0,50 mm |
| ≥50 | ±1% | ||
| WT | <4 | ±12,5% | |
| ≥4~20 | +15%, -12,5% | ||
| >20 | ±12,5% | ||
| Estirado en frío | OD | 6~10 | ±0,20 mm |
| 10~30 | ±0,40 mm | ||
| 30~50 | ±0,45 | ||
| >50 | ±1% | ||
| WT | <1 | ±0,15 mm | |
| >1~3 | + 15%, – 10% | ||
| >3 | + 12,5%, – 10% | ||
Requisitos de composición química
| Estándar | Calificación | Componentes químicos (%) | Propiedades mecánicas | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Resistencia a la tracción (Mpa) | Fuerza de rendimiento (Mpa) | Alargamiento (%) | ||
| ASTM A53 | A | ≤0,25 | / | ≤0,95 | ≤0,05 | ≤0,06 | ≤0,15 | ≤0,40 | ≤0,08 | ≥330 | ≥205 | ≥29,5 |
| B | ≤0,30 | / | ≤1,2 | ≤0,05 | ≤0,06 | ≤0,15 | ≤0,40 | ≤0,08 | ≥415 | ≥240 | ≥29,5 | |
| Estándar | Calificación | Componentes químicos (%) | Propiedades mecánicas | |||||||||
| c | Si | Mn | P | S | Mo | Cr | V | Resistencia a la tracción (Mpa) | Fuerza de rendimiento (Mpa) | Alargamiento(%) | ||
| ASTM A106 | A | ≤0,30 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,15 | ≤0,40 | ≤0,08 | ≥415 | ≥240 | ≥30 |
| B | ≤0,35 | ≥0,10 | 0,29-1,06 | ≤0,035 | ≤0,035 | ≤0,15 | ≤0,40 | ≤0,08 | ≥485 | ≥275 | ≥30 | |
| Estándar | Calificación | Componentes químicos (%) | Propiedades mecánicas | ||||||
| c | Si | Mn | P | S | Resistencia a la tracción (Mpa) | Fuerza de rendimiento (Mpa) | Alargamiento(%) | ||
| ASTM A179 | A179 | 0,06-0,18 | / | 0,27-0,63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | ≥35 |
| Estándar | Calificación | Componentes químicos (%) | Propiedades mecánicas | ||||||
| c | Si | Mn | P | S | Resistencia a la tracción (Mpa) | Fuerza de rendimiento (Mpa) | Alargamiento(%) | ||
| ASTM A192 | A192 | 0,06-0,18 | ≤0,25 | 0,27-0,63 | ≤0,035 | ≤0,035 | ≥325 | ≥180 | ≥35 |
| Estándar | Calificación | Componentes químicos | Resistencia a la tracción (min) | Fuerza de producción (mín.) | |||
| C | Mn | P | S | MPa | MPa | ||
| API 5L PSL1 | A | 0,22 | 0,90 | 0.030 | 0.030 | 331 | 207 |
| B | 0,28 | 1.20 | 0.030 | 0.030 | 414 | 241 | |
| X42 | 0,28 | 1.30 | 0.030 | 0.030 | 414 | 290 | |
| X46 | 0,28 | 1,40 | 0.030 | 0.030 | 434 | 317 | |
| X52 | 0,28 | 1,40 | 0.030 | 0.030 | 455 | 359 | |
| X56 | 0,28 | 1,40 | 0.030 | 0.030 | 490 | 386 | |
| X60 | 0,28 | 1,40 | 0.030 | 0.030 | 517 | 414 | |
| X65 | 0,28 | 1,40 | 0.030 | 0.030 | 531 | 448 | |
| X70 | 0,28 | 1,40 | 0.030 | 0.030 | 565 | 483 | |
| Estándar | Calificación | Componentes químicos | Resistencia a la tracción (min) | Fuerza de producción (mín.) | |||
| C | Mn | P | S | MPa | MPa | ||
| API 5LPSL2 | B | 0,24 | 1.20 | 0.025 | 0,015 | 414 | 241 |
| X42 | 0,24 | 1.30 | 0.025 | 0,015 | 414 | 290 | |
| X46 | 0,24 | 1,40 | 0.025 | 0,015 | 434 | 317 | |
| X52 | 0,24 | 1,40 | 0.025 | 0,015 | 455 | 359 | |
| X56 | 0,24 | 1,40 | 0.025 | 0,015 | 490 | 386 | |
| X60 | 0,24 | 1,40 | 0.025 | 0,015 | 517 | 414 | |
| X65 | 0,24 | 1,40 | 0.025 | 0,015 | 531 | 448 | |
| X70 | 0,24 | 1,40 | 0.025 | 0,015 | 565 | 483 | |
| X80 | 0,24 | 1,40 | 0.025 | 0,015 | 621 | 552 | |
Proceso de fabricación de tubos de acero sin costura.
Pintura y revestimiento:desnudo, ligeramente aceitado, pintura negra/roja/amarilla, zinc/recubrimiento anticorrosivo
